| Меню сайта |
|
 |
| Категории раздела |
|
|
| Поиск |
|
|
|
Заточка стамесок для резьбы по дереву
Заточка стамесок для резьбы по дереву. Как точить стамески для резьбы по дереву. Стамеска и нож для рубанка. Решил я начать с заточки стамески и ножа для ручного рубанка. Это самое простое, что можно точить на Tormek. Приспособление для данного вида работ (SE-76) имеется в базовом комплекте. Стамеска и железка для рубанка тоже нашлись в моей «бездонной» кладовке. Кому-то эта процедура покажется скучной и не интересной.
Но я начну именно с нее, так как здесь можно подробнее показать подготовительные и промежуточные операции процесса заточки на Тормек, и в следующих частях я на них заострять внимания больше не буду.
Итак начнем. Такой вот незатейливый режущий инструмент я «выкопал» в недрах своей кладовки.

Такое выкладывать на всеобщий обзор не следовало бы, но ради эксперимента, думаю, можно. Эти инструменты применялись не по назначению – для демонтажа старого окна и зачистки оконного проема в железобетонной стене для последующего монтажа окна из ПВХ. В общем, прекрасно видно, что режущие кромки обоих инструментов «убиты».

Для заточки этих инструментов нам понадобятся: сам станок Тормек Т7 с установленными кюветом для воды и рабочим суппортом. Необходима так же оснастка, показанная на фото: оправка для заточки SE-76, приспособление для правки круга ТТ-50, двухсторонний камень SP-650, абразивная паста РА-70, угломер WM-200.

Подготовка станка к работе:
Станок устанавливается на крепкий и удобный по росту верстак или стол. Когда работы много, я предпочитаю работать сидя, для этого необходимы подобранные «друг под друга» сиденье и подставка под Тормек. В любом случае обязательно добротное освещение рабочей зоны. «Заправляем» Т-7 водой. Для ускорения процесса это лучше делать на включенном станке. Если стоит новый (250 мм) сухой круг, то на то, чтобы «напоить» камень и налить воды до необходимого уровня в кювете, уйдет 1,5 – 2 литра воды.

Если абразивный круг имеет неравномерный износ или биение рабочей поверхности, необходима его правка при помощи приспособления TT-50 (алмазный карандаш в оправке). В этом приспособлении имеется два «уха» с отверстиями под суппорт и вилка, которой ТТ-50 «цепляется» за резьбовую ножку суппорта. Чтобы ТТ-50 не выходило из этого рабочего зацепа, есть винт-«барашек», который надежно фиксирует всю конструкцию на суппорте. Итак, одеваем ТТ-50 через рабочие отверстия на суппорт, зацепляем вилкой за резьбовую ножку суппорта, фиксируем все это дело винтом-барашком. Суппорт для этого должен быть поднят достаточно высоко над камнем, чтобы ТТ-50 не упиралась в камень при надевании на суппорт. Можно при помощи рабочих винтов ТТ-50 выставить визуально алмазный карандаш по середине рабочей поверхности камня или над той частью абразивного круга, где диаметр наибольший (круг выработался так, что приобрел форму усеченного конуса). После этого включаем станок и начинаем опускать суппорт при помощи регулировочной гайки на резьбовой ножке суппорта. Стопорные винты на вертикальных направляющих суппорта в это время должны быть ослаблены. Как только алмазный карандаш слегка коснется круга, прекращаем опускать суппорт, отводим алмазный карандаш в сторону от рабочей поверхности круга. После этого опускаем суппорт еще на ½ -1 деления регулировочной гайки, фиксируем суппорт стопорными винтами в вертикальных направляющих и вращая, рабочие винты ТТ-50 начинаем рабочую подачу в сторону абразивного круга. Пройдя всю рабочую поверхность алмазным карандашом, надо выключить станок и осмотреть рабочую поверхность круга. Если вся поверхность покрыта канавками от алмазного карандаша, то правка круга закончена. Если есть «проплешины», то повторить операцию, опустив суппорт еще на ½-1 деление шкалы регулировочной гайки. Нельзя забывать вовремя ослаблять и затягивать стопорные винты на вертикальных направляющих суппорта. Во время правки круга не надо и переусердствовать – снимать слишком большие слои абразива. Быстро убывает диаметр круга, быстро изнашивается алмазный карандаш. А это стоит денег!

После правки круга вся его рабочая поверхность покрыта довольно грубыми канавками от алмазного карандаша. Эти канавки нужно сгладить при помощи двухстороннего камня SP-650. На включенном станке надо приложить SP-650 грубой стороной к рабочей поверхности круга и с некоторым усилием сделать несколько небольших продольных движений двухсторонним камнем. Полностью сглаживать бороздки от ТТ-50 не стоит – съем металла с ними идет интенсивнее. Да они и сами в процессе заточки сгладятся. Ну что ж, станок готов к работе! Можно и точить

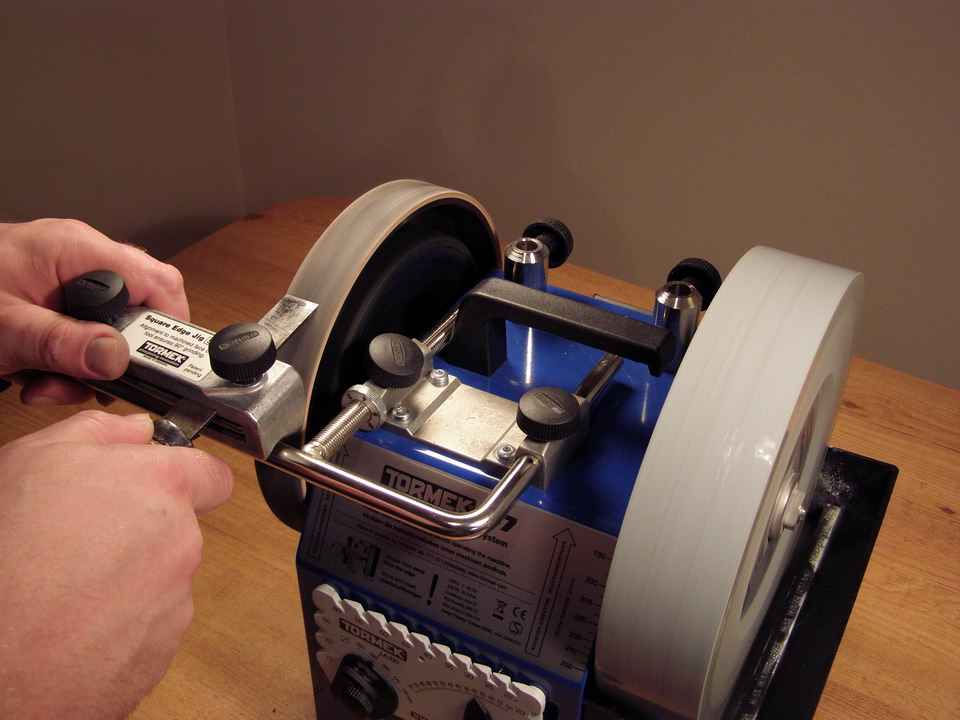
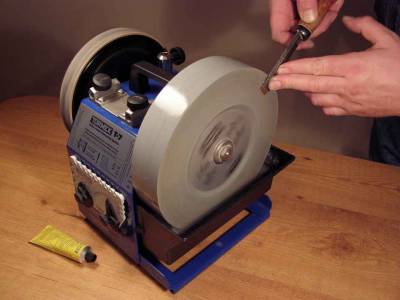
Берем стамеску и зажимаем ее в оправке SE-76. Эта оправка позволяет зажимать затачиваемые инструменты под углом 90 градусов, не прибегая к помощи угольников. Для этого вставляем стамеску в приспособление и смещаем ее в правую часть («право», если мы читаем надписи на «шильдике» SE-76) и равномерно заворачивая два винта, зажимаем стамеску в оправке. «Вылет» стамески из оправки не стоит делать слишком большим. В данном случае жесткость - это хорошо!

Надеваем оправку SE-76 через отверстия на суппорт станка. При помощи регулировочной гайки на резьбовой ножке суппорта и угломера WM-200 выставляем необходимый угол заточки стамески. Как видно на фото, угол выбран 30 градусов. Нужно не забывать следить за второй шкалой угломера. После каждой правки круга надо следить за тем, чтобы установленное значение на шкале угломера соответствовало реальному диаметру круга. После того, как угол заточки выставлен, необходимо зафиксировать суппорт, затянув стопорные винты на его вертикальных направляющих.

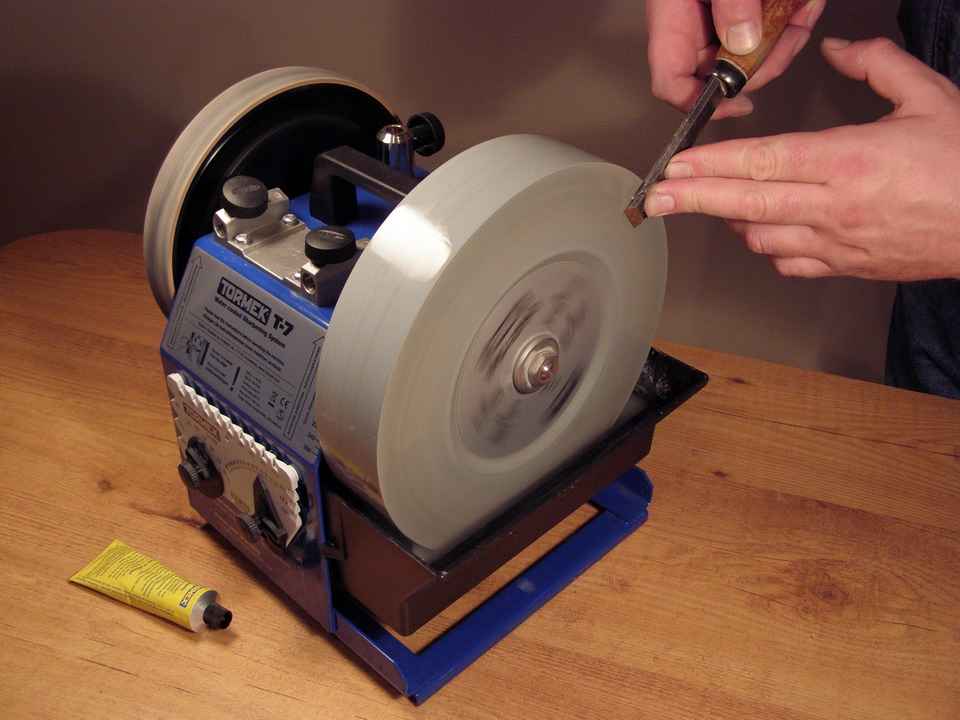
Включаем станок. Начинаем «черновую» заточку. Делаем продольные движения формируемой РК стамески, так чтобы каждый край РК доходил до середины рабочей поверхности круга. Точим до тех пор, пока не получится четкая РК, а на обратной стороне РК по всей ее длине не появится четкий заусенец.

Снимаем оправку со стамеской с суппорта. Берем двухсторонний камень SP-650 и его гладкой стороной заглаживаем рабочую поверхность круга. В инструкции по Тормек даже указано время для этой операции 30-60 секунд.

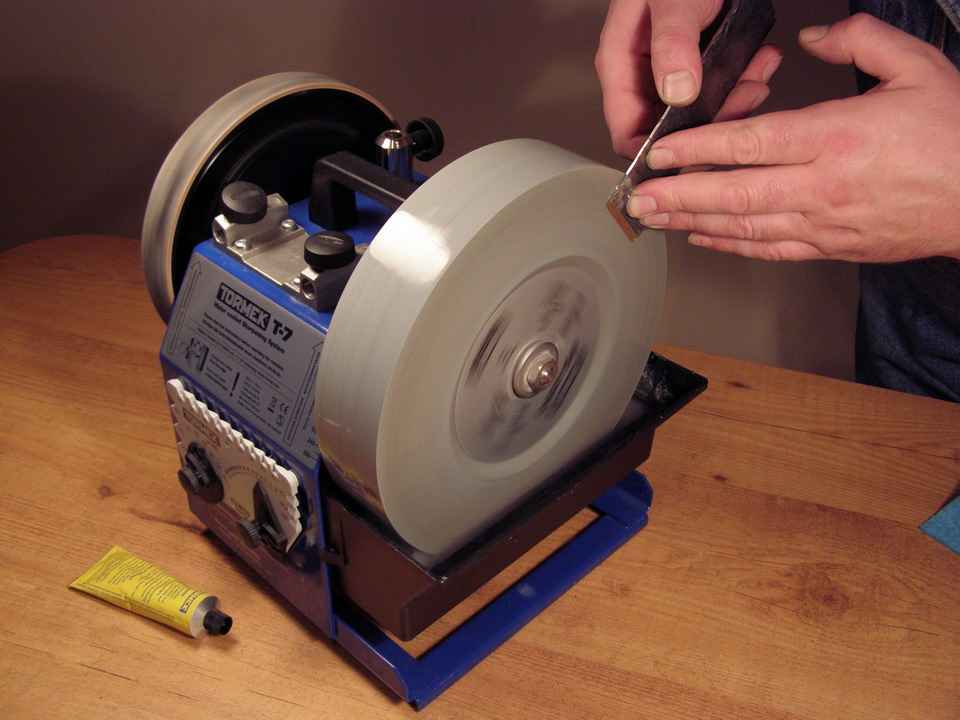
Опять надеваем оправку со стамеской на суппорт и продолжаем заточку. Только теперь это будет «чистовая» заточка. Съема металла здесь почти нет. Стамеска, как бы скользит своей РК по рабочей поверхности круга.

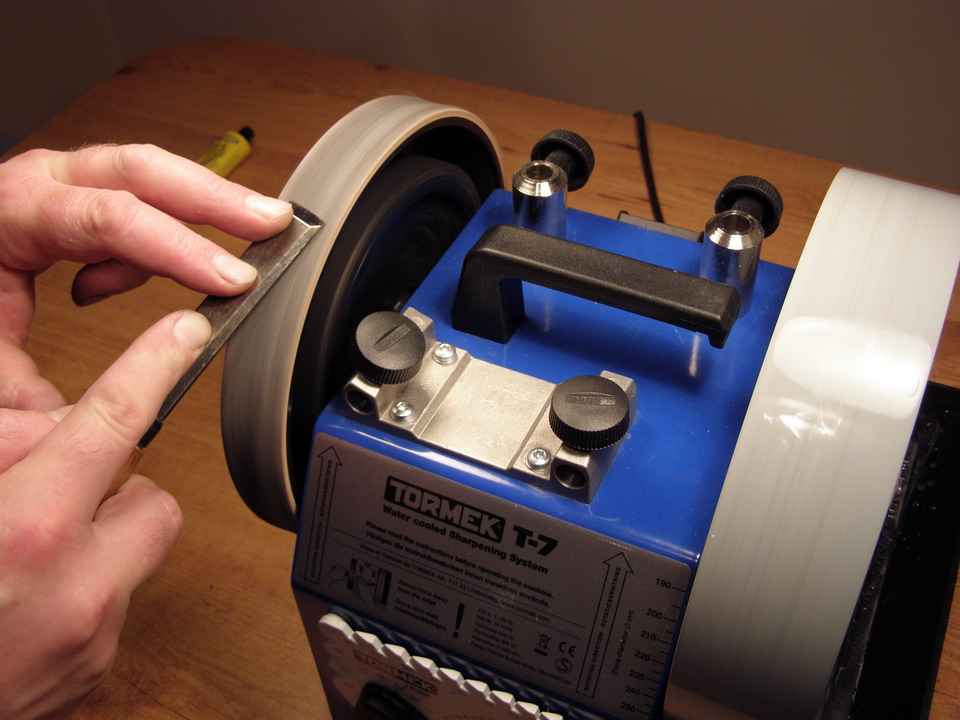
Желательно подправить оборотную (заднюю) плоскость стамески возле РК. Для этого заглаживаем внешнюю торцевую поверхность круга гладкой стороной двухстороннего камня SP-650. Берем стамеску и прикладываем плашмя ее задней плоскостью к заглаженному торцу круга. Периодически отрываем стамеску от круга и смотрим, что получается.
Переходим к заключительной части заточки - доводке на кожаном круге. Сам круг необходимо намазать абразивной пастой РА-70. На одну доводку достаточно около 1 см пасты. Я просто наношу пасту на круг пальцем поперечными линиями с таким интервалом, чтобы хватило на всю окружность. Переустанавливаем суппорт из вертикального положения в горизонтальное. Надеваем оправку со стамеской на суппорт. Берем угломер WM-200 и устанавливаем необходимый угол доводки, относительного кожаного круга. На угломере необходимо предварительно выставить указатель диаметра круга в положение LA-220 (кожаный круг). После того, как нужный угол выставлен, фиксируем суппорт стопорными винтами на его горизонтальных направляющих. Делаем доводку.

Затем делаем доводку обратной стороны стамески. Для этого снимаем оправку с суппорта. Снимаем сам суппорт. И делаем доводку уже обычным ручным способом. Добиваемся полного удаления заусенца с РК стамески.

Заточка и доводка ножа для рубанка происходит аналогичным способом. Этот процесс я решил выложить в виде фотообзора со скудными комментариями. Железка эта досталась мне в наследство от отца. Сделана она из того еще полотна от мехпилы. Та сторона, где были зубья, немного "завалена" на наждаке. Поэтому мне не удалось добиться четкой прямолинейности РК, т.к. она тоже в этой части получается немного "заваленной". Так что не судите строго После заточки стамески круг остался с заглаженной рабочей поверхностью. Необходимо "загрубить" его

Зажимаем нож для рубанка, соблюдая необходимый перпендикуляр.

Выставляем необходимый угол заточки. Фиксируем суппорт.

Делаем "черновую" заточку. Добиваемся "явного" заусенца на оборотной стороне РК.

Заглаживаем рабочую поверхность для "чистовой" заточки.

Делаем чистовую заточку.

Подправляем заднюю поверхность ножа у РК на заглаженном торце круга.
Делаем доводку РК на кожаном круге в оправке и в суппорте под выставленным углом.

Делаем доводку обратной стороны РК ручным способом, освободив нож из оправки.

Выставляю на ваш суд результат своих творений. Оба инструмента уверенно режут газетную бумагу и бреют волос.

Многим покажется, что все как-то слишком сложно и запутано, но не так страшен процесс, как его описывают На заточку стамески на Тормеk я затратил бы, если не фото, около 15 минут, начиная с заправки водой. На заточку железки для рубанка я потратил много больше времени, ибо она сделана из доброго "совкового" быстрореза! Здесь кроется одно из слабых мест Тормек. 90 оборотов в минуту плюс мелкозернистый круг определяют очень низкие скорости съема металла. Порою краснодеревщики мне приносят ножи для электрофуганка из HSS-стали. Три ножа по 300 мм. Так вот, если они "поймали" этими ножами гвоздик в какой-нибудь 150-летней доске, и в ножах появилась щербинка глубиной до 1мм, то "добрый" и долгий "секс" с Тормек мне обеспечен! Правда и результат будет превосходный. Поверхность доски после ножей, заточенных на Tormek, требует минимальной доводки под лак. Тормек создан для деликатной заточки.
|
| Категория: Изготовление ножа | Добавил: Paromon (26.04.2013)
|
| Просмотров: 11558
| Рейтинг: 5.0/2 |
Добавлять комментарии могут только зарегистрированные пользователи. [ Регистрация | Вход ] |
|
|