| Меню сайта |
|
 |
| Категории раздела |
|
|
| Поиск |
|
|
|
Меч викинга своими руками
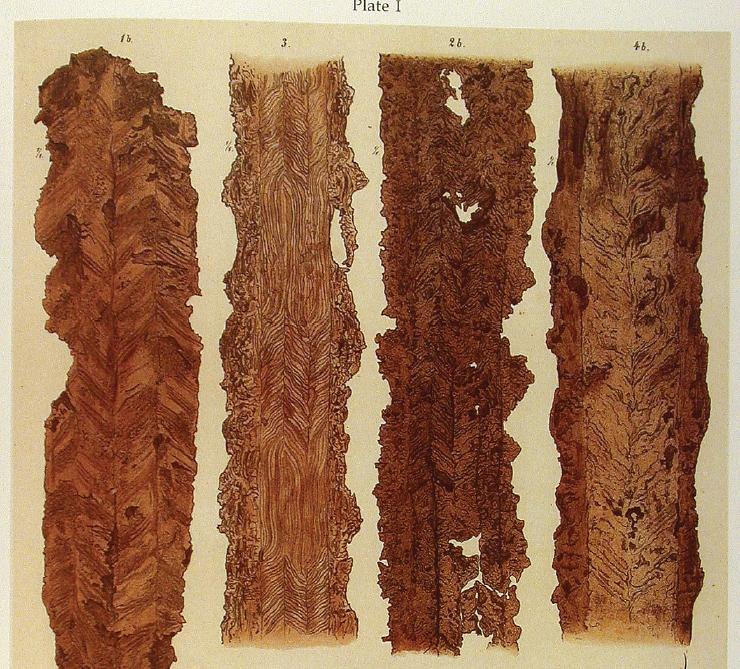
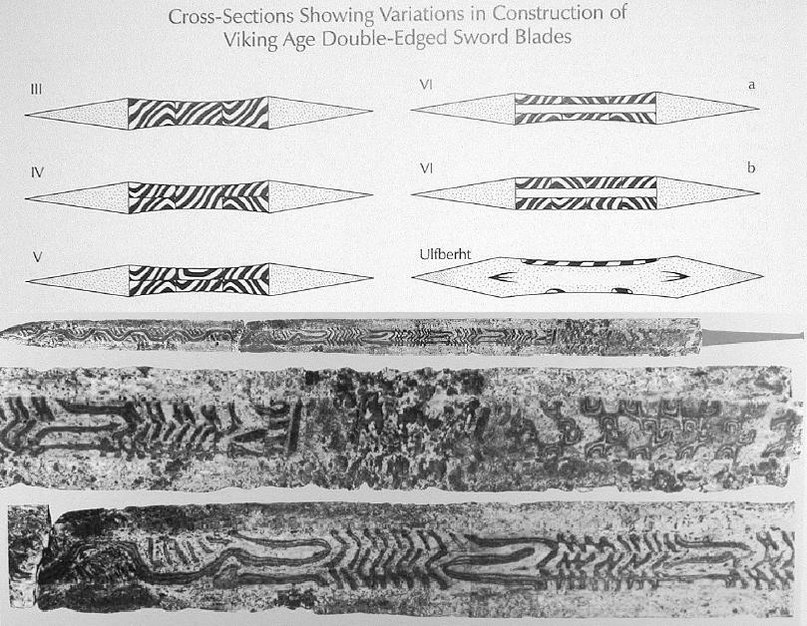
Меч викинга своими руками. Как сделать клинок для меча. Как ковать клинок для меча. Ковка клинка меча эпохи викингов. меч своими руками. Для изготовления клинка выбрана технологическая схема сборки распространенная в эпоху каролингов. Центральная часть клинка будет изготовлена из трех прутков дамасской стали скрученных участками, что позволит получить на клинке сочетание строчечного узора с крученым. Лезвия клинка будут наварные из углеродистой стали.
Подготовка материала:
Для изготовления средней части клинка, необходимо получить три прутка дамасской стали которые будут скручены участками. Для этого подготовим сталь марки у10, ст20 и пластину никеля.
Никель используем для большего контраста в узоре на поверхности клинка. Прутки стали у10 и ст20 расковываются в пластины нужной длины и сечения.
Пластинка никеля, заложенная между двумя толстыми пластинами у10, сваривается и протягивается в полосу, это даст возможность использовать полученный материал (никель в сочетании с углеродистой сталью) на все три прутка-пакета.
Поверхность полученных пластин зачищается от окалины и разрезается на равные участки по 100мм. Из полученных материала собираются 3 пакета, по 7 пластин в каждом ( две пластины ст20, три пластины у10 и две пластины никель в сочетании с у10), Уголки пакетов соединяются электросваркой, приваривается рукоять для удобства удержания
После подготовки пакеты поочередно нагревают в газовом горне, посыпают бурой и сваривают кузнечной сваркой. Каждый сваренный пакет протягивают в полосу. Полученные полосы по 7 слоев стали в каждой, снова зачищаем от окалины, разрезаем на 6 частей, складываем стопкой и свариваем кузнечной сваркой на молоте.
После второй сварки в каждом пакете получено по 42 слоя стали в сочетании с никелем. Сваренные пакеты протягиваем на квадрат сечением 18 на 18мм. Прутки готовы к скрутке.
Прямой и скрученный участки должны быть примерно равными и быть длиной в 60мм. Участок прутка, который должен быть скручен, нагреваем до высокой температуры и скручивается в нужную сторону. Соседний участок, который остается прямым зажимается в тисках.
Участки прутка, которые будут составлять центральную часть клинка - скручиваются в левую сторону. Участки боковых прутков скручиваются в правую сторону. После того как скрутка сделана по всей длине, скрученные прутки нагреваются и проковываются в квадратное сечение.










Сборка центральной части клинка.
Откованные прутки для центральной части клинка опять следует подготовить к кузнечной сварке. Отрезаем лишний метал, так чтобы скрученные и прямые участки пакетов совпадали между собой. Центральный прут нужно зачистить от окалины и остатков буры с двух сторон, а боковые с одной, с той - которая будет прилегать к центральному прутку.
После шлифовки, все три прута скрепляем между собой точками сварки и хомутами, которые будут удерживать пакет во время кузнечной сварки и деформации металла.
Электросваркой приваривается рукоять для удобства удержания пакета.
Нагрев осуществляем в газовом горне, очищаем пакет от окалины металлической щеткой, обильно посыпаем бурой и греем до сварочной температуры. Сварку следует вести вручную, аккуратно, небольшими участками по 10-15см, чтоб не слишком деформировать и растянуть залегающие слои стали. Когда проварена центральная часть и кончик, отрезается рукоятка и сваривается оставшаяся часть пакета, после чего пакет правится и рихтуется. До сварки пакет был длиной 620мм, после сварки и небольшой протяжки стал 710мм
Теперь следует подготовить кромки клинка, которые будут изготовлены из стали У10.
От круга диаметром 60мм, было отрезано две заготовки по 90мм. ( можно резать немного меньше, как видно по фото). К болванкам привариваем рукоятки, и расковываем их в квадрат сечением 18 на 18мм. Эти прутья будут приварены к сердцевине клинка.










Сборка клинка.
Для окончательной сварки клинка подготовим ранее сваренную сердцевину и кромки, зачистим от окалины прилегающие стороны. Как и при сборке сердцевины, прутья закрепляем между собой точками сварки и хомутами, привариваем рукоятку.
Прогреваем пакет в газовом горне, посыпаем бурой и начинаем сварку с кончика, не сильными ударами выталкивая флюс. Провариваем по 10-15 см и протягиваем участки на молоте до нужной ширины будящего меча. Полезно сделать шаблон из картона, с которым сверяться по ходу ковки.
Когда весь пакет проварен и прокован до нужных размеров - ширины и длины будущего меча, пришло время оттянуть хвостовик. Для этого пережимаем часть пакета на оправке и вытягиваем хвостовик до нужного размера на молоте.
Для того, чтоб заложенный рисунок и кромки меча наваренные из углеродистой стали сходились на кончике, следует вырезать сегмент. Кончик клинка сводиться на горячую и проваривается кузнечной сваркой.
После того как кончик заварен, клинок еще раз нагревается, ровняется и правится на наковальне.
После остывания, шлифую кончик клинка, и протравливаю его в азотной кислоте для проявления рисунка.
Теперь клинок можно отдать на плоскошлифовальный станок, где его прошлифуют до 6мм толщины. На данном этапе толщина 12мм, убрав лишний метал равномерно с 2 сторон и протравив клинок в кислоте можно будет увидеть всю красоту пакетной стали, прячущеюся в середине метала.









клинок с плоскошлифовального станка можно протравить для выявления рисунка. Все сварилось отлично, видимых глазу непроваров на клинке нет. После дополнительной шлифовки протравили клинок в азотной кислоте для выявления рисунка и разметки будущего дола и граней клинка. Несколько фото



|
| Категория: Изготовление ножа | Добавил: Paromon (02.09.2013)
|
| Просмотров: 10099
| Рейтинг: 3.3/11 |
Добавлять комментарии могут только зарегистрированные пользователи. [ Регистрация | Вход ] |
|
|