Как сделать спуски на ноже. Как снять спуски на клинке с помощью болгарки. Итак, давняя задумка по написанию статьи по теме эффективного способа снятия спусков на клинках свершилась.
Часть 1. Общая теория и методы обработки.
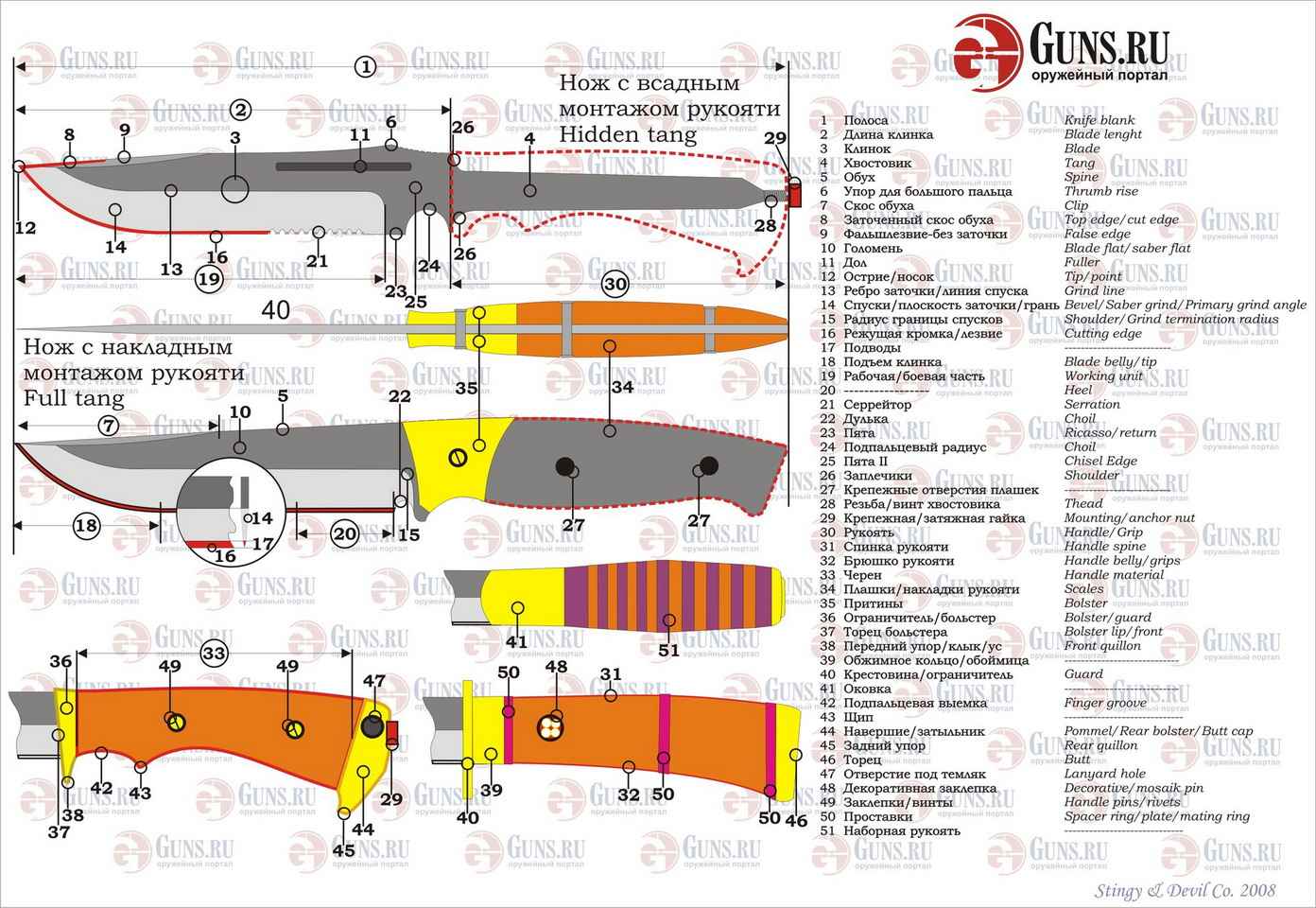
Для удобства понимания процесса шлифовки и определения некоторых специфических терминов повесим вот эту справочную картинку.

Для этого нам понадобятся следующие инструменты: заготовка под клинок, вырезанный из плотной бумаги силуэт клинка, УШМ (углошлифовальная машина, она же болгарка) с толстым абразивным диском диаметром 125 мм для зачистных и обдирочных работ, тиски, намертво прикрученные к верстаку, винтовая струбцина, кусок квадратной трубы или уголка, банка с водой.
Не забываем про средства безопасности, как-то очки или маска на голову для защиты от искр и абразива, наушники или беруши, для защиты ушей, перчатки. Также отдельно напомню о технике безопасности (ТБ) при работе с УШМ,
НЕЛЬЗЯ НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ СНИМАТЬ ЗАЩИТНЫЙ КОЖУХ УШМ !!! , использовать диски большего диаметра, чем рассчитано в инструменте, использовать поврежденные, мокрые(пропитанные влагой) и любые другие дефектные диски также крайне опасно для жизни и здоровья.
Тут следует уделить внимание УШМ и рассказать некоторые тонкости, чтобы далее не возникало вопросов, зачем и почему именно так, а не иначе. Если у вас нет пока УШМ, то позволю себе дать небольшие рекомендации по выбору оной. Данные рекомендации не претендуют на истину и основаны исключительно на собственных наблюдениях.
Выбор диаметра диска связан с банальной возможностью покупки абразива в магазинах и строительных рынках. Размер 125мм является самым распространённым в продаже, в тоже время болгарка с таким диском вполне может <кушать> диски в 115 мм, также, можно ставить отработанные диски от больших болгарок, как правило, остаются примерно нужного диаметра, где-то 115-130 мм. Диски диаметром в 150 мм несколько менее распространены, но особой выгоды покупать такую болгарку нет. Так как диски дороже, машина сама тяжелее и габаритнее, что нам вовсе не надо.
Очень необходимой оснасткой УШМ является наличие регулятора оборотов. Обработка различных материалов диктует различные скорости резания, вот тут как раз и выручает регулятор. На цену инструмента он влияет, но удобство пользования от этого только вырастает значительно.
Виброзащита УШМ тоже дело крайне не последнее и наличие передней рукоятки с вибропоглощающим пояском крайне способствуют уменьшению утомляемости и безопасности при работе.
Также очень хорошим проявлением заботы о работнике будет наличие в УШМ такой полезной функции как защита от непреднамеренного пуска, система защиты от обратного удара и наличие задней рукоятки. Задняя рукоятка весьма способствует точности выполнения работ. Мощность машинки для описанных ниже работ более чем достаточна, до 1000 Вт и гнаться, за ней, не надо. Ели только не планируте использовать болгарку для других работ. Так же лёгкость инструмента является положительным фактором.
Я себе выбрал вот болгарку профессиональной серии, BOSCH GWS 15-125 CITH, сделано в Германии, хоть и несколько мощная для обдирки спусков, но зато, позволяет производить любые работы на стройке. Как резка арматуры и металлических профилей, керамической плитки, шлифовка бетона и прочие радости. Но в основном для строительства и покупался инструмент. Наличие чемодана и полезной оснастки уже в комплекте, также сыграло роль в выборе и покупке.
Итак, с чего начинаем.
Берём полотно механической пилы, из быстрорежущей стали и переносим на плоскость силуэт клинка. Почему именно мехполотно, спросите вы, да всё очень просто, эту заготовку крайне сложно испортить, неумело спалив металл, дешевый и распространённый материал, не жалко испортить, если не получиться задуманное, то и не жалко выкинуть, также в связи с твердостью металла сложно содрать лишнее, что только положительно отразиться на навыках владениях болгаркой. В общем случае, для тренировки самое оно, дешево и сердито.
В дальнейшем, когда приноровитесь работать УШМ, содрать металл для вас не будет проблемой на любой заготовке, будь то быстрорезы, коррозиестойкие стали, углеродистые и так далее:
Вырезаем клинок болгаркой рядом с линией разметки, но только там где будет режущая кромка. доводим до идеала на точиле или всё той же болгаркой. Обух ни в коем случае сейчас вырезать не следует. Это сделано для того, чтобы при последующей обработке было легче шлифовать спуски без боязни завалить грани ближе к кончику клинка. Кончик клинка самое проблемное место при снятии спусков. Я ещё раз настоятельно подчеркиваю, обух вырезать не надо.
Хвостовик клинка обрабатывайте на своё усмотрение, в дальнейшем это не будет играть существенной роли. Выводим на электроточиле силуэт клинка до задуманного, согласно вырезанному из плотной бумаги или картона шаблону. Наносим линию спусков с обеих сторон заготовки. Эта линия должна быть по возможности как можно тоньше и хорошо заметна под различными углами. Надеюсь, при этих операциях были приняты все меры по соблюдению ТБ. Если нет, очень советую надеть очки и наушники. Это спасёт от многих неприятностей, особенно очки.
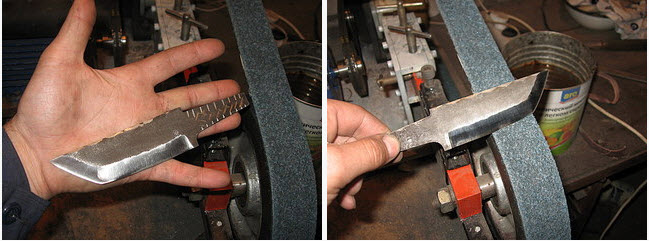
В тиски намертво зажимаем небольшой кусок прямоугольной трубы или уголка, к которой и прижимаем струбциной наш клинок. Если есть вторая струбцина, то ещё лучше, прижимаем клинок около кончика, на втором фото ниже, там, где лежит колпачок от авторучки, на переднем плане. Наличие второй струбцины желательно на длинных клинках, но необязательно, можно просто переставлять по мере надобности ближе к обрабатываемому участку. Клинок должен максимально прижиматься плоскостью к опоре. Это способствует теплоотводу.
Особо сильно затягивать не нужно, простого прижатия от смещения вполне достаточно. Струбцины ставим с противоположной от себя стороны, для удобства, таким образом, чтобы не мешали работе болгаркой. Место будущих спусков располагаем ближе к себе. Кстати, совсем забыл, весь процесс буду показывать на примере клинка с формой американское танто, вырезанного из механического полотна из стали Р6М5. Клинки других форм делаются абсолютно также. Всё мероприятие происходит на даче, поэтому некоторые вольности окружающей действительности будут отвлекать от работы.
Немного прервёмся и посмотрим фотографии.



В болгарку вставляем толстый обдирочный камень по металлу. На третьем фото явно видно толщину камня, около 7 мм. Для масштаба держу в руке обыкновенную авторучку. Кстати, весьма рекомендую обдирочный камень от японской фирмы Makita, очень качественный и износостойкий абразив. Не знаю, из чего его делают, но он практически не стачивается, даже на калёной стали. И неприлично дешево стоит(всего 50 рублей за штуку) и крайне качественно работает.
Почему я говорю об обдирочном камне, а не об отрезном. Опять же это забота о том, чтобы научить вас пользоваться инструментом, не дать вам выкапывать ямы в заготовке и дать полный контроль над съёмом металла, дать почувствовать весь процесс руками и чувством осязания. Опять же, от обдирочного камня меньше вероятность получить прижоги металла и вероятность раскола камня гораздо ниже, чем у отрезного, при ошибках манипуляций с инструментом. Когда научитесь стачивать спуски с помощью обдирочного круга, вы спокойно перейдёте к отрезным толстым кругам, да именно толстым. Около 2 миллиметров толщиной, если тоньше то диск начинает вибрировать от осевых нагрузок (что нарушает требования техники безопасности) и работать им становиться опасно, поработав отрезными кругами, опять вернётесь к обдирочным, как более аккуратным. К тому же, у отрезных дисков дурная привычка вибрировать при боковых нагрузках, приводит к тому, что болгарка начинает скакать под действием вибрации как дикий мустанг. Ещё раз подчеркиваю, это очень опасно, может привести к разрушению диска, покалечите себя, окружающих людей и оборудования. Травмы не совместимые с жизнью более чем вероятны. Не уподобляйтесь призёрам премии Дарвина.
На поверхности клинка, где будет режущая кромка, следует нанести линию, отмечающую середину заготовки. Как вы это сделаете, не имеет принципиального значения, это просто удобство при дальнейшей работе. Способ разметки середины придумаете сами, это не сложно. Лично я этого не делаю, приноровился делать на глаз.
Ещё раз проверяем качество затяжки струбцины, проверяем зятяжку диска на болгарке, надеваем очки, встравляем бируши, включаем болгарку. Камень располагаем так, чтобы плоскость камня была перпендикулярна режущей кромке (в дальнейшем РК) клинка, при виде сверху. Если РК имеет кривизну, то правило перпендикуляра действует к любой точке кривой.
Подносим работающую болгарку к заготовке, и, едва касаясь металла клинка, аккуратно снимаем небольшую фаску по линии РК, по высоте так, чтобы отступ от линии середины клинка был равен примерно 0,2..0,3 мм, а отступ от края в сторону спусков какой получиться. Фаску снимать надо очень точно, но это в тоже время достаточно легко. Камень режет металл аккуратно и плавными, неспешными движениями вправо, влево, перемешаем болгарку по всей длине будущей режущей кромки. По возможности охлаждайте заготовку, просто поливая её обильно водой. Если, всё делать не спеша, и, немного доработать, устранив ошибки, то получиться то, что показано ниже на фото



После того, как снимем фаску по всей намеченной длине, начинаем сдирать спуск, в сторону обуха. Плавно перемещаем камень вперед, к обуху клинка. Так как на поверхности заготовки остаётся вполне отчетливый след от камня, контролировать перемещение очень просто. На фото выше видно очень хорошо и фаску и начало обдирки. Хорошо видимая граница спусков подскажет, где остановить камень. Также оформляем начало спусков около пяты клинка. Делается это пересечением торцевой поверхностью диска и цилиндрической, аккуратнейшим образом подводя абразив к намеченной линии границы спуска.
Что нам даёт фаска? Это явно видимая нижняя граница, за которую ни в коем случае не следует заезжать. Плавно водя болгаркой вперед-назад, от границы до границы, вправо-влево с амплитудой в 15-20 мм аккуратно сдираем поверхность спуска. Не забываем, что камень должен быть перпендикулярен РК (если смотреть сверху на клинок) и плоскость камня должна быть строго вертикально относительно плоскости клинка. В этом сильно помогает цилиндрическая поверхность обдирочного камня. Цилиндр катается по поверхности и отклонения от вертикали чувствуются, когда камень встаёт на ребро, так делать очень нежелательно, накопаете лишних ям. Охлаждаем заготовку, не забываем. Вот тут, вы очень быстро поймёте, почему я упомянул о весе инструмента, руки начинают быстро уставать при большой массе УШМ. Кстати, давить не надо на болгарку, ничего хорошего из этого не выйдет, собственного веса инструмента и ваших рук вполне достаточно. Камню незачем мешать работать. Мы же хотим получить качественную вещь.
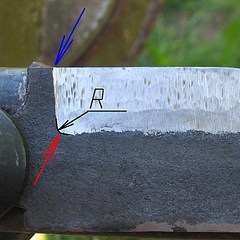
В месте отмеченной красной стрелкой желательно отставить небольшой радиус перехода линии спуска параллельной РК в линию перпендикулярной РК. В месте, обозначенном синей стрелкой, это место перехода поверхности спуска в основное тело клинка у пяты клинка также радиус необходим. На фото выше достаточно хорошо это видно.
Еще одно маленькое, но необходимое отступление, я заметил, что камень меньше греет заготовку, но эффективность съёма металла остаётся прежней, если выставить положение регулятора скорости на уровень 4-5, в моей болгарке максимальное количество оборотов достигается на цифре 6. Видимо быстрорежущая сталь предпочитает меньшую скорость резания при шлифовке, чем может обеспечить болгарка, хотя резать металл на заготовки всё же следует на максимальных оборотах. На фото ниже видно как движется камень. Металл шлифуется небольшими порциями, на нешироком участке, поэтому испортить сразу и бесповоротно, не получиться, если только не давить на камень со всей дури. Плавно двигаем болгаркой вправо влево, место обработки хорошо видно, никуда не торопимся.



Постоянно контролируйте форму спуска. С формой спуска следует определиться заранее, я на данном клинке хочу снять спуски с лёгкой бритвенной вогнутостью. Этот контроль поверхности осуществляется подушечками пальцев. Обмакиваем пальчики в банку с водой, воду быстро переносим касательным движением на заготовку, как остынет, так и можно пощупать, что получается в процессе обработки, прямой спуск, линза или бритва. Пальцы, очень хорошо чувствуют неровности, и содрать лишний металл в нужном месте не составляет труда. Подчеркиваю, форма спусков зависит от вашего старания выдерживать правильную геометрию, и вогнутость, прямолинейность или выпуклость зависит только от количества прохода абразивом.
Для охлаждения металла так же полезно заиметь в хозяйстве обычный распылитель.Такие штуки продают в любом хозяйственном магазине, в бутылочки с распылителем пакуют обширное наименование бытовой химии, как-то средство для мытья окон, кафеля и посуды, различные виды воска и полироли, и прочие полезные в хозяйстве жидкости. Найти не составит труда.
Капельное охлаждение весьма эффективно и струю воды можно направить непосредственно в место перегрева. Очень удобно пользоваться, в правой руке зажимаем болгарку, левой подхватываем распылитель и распыляем воду в необходимое место. Несколько удобней, чем банка с водой, но особой надобности в ней нет, но пользоваться приятней. Выглядит этот распылитель вот так:

Продолжаем снимать лишний металл со спусков, по всей длине. Не забываем охлаждение заготовки по мере надобности, никуда не торопимся, держим камень перпендикулярно режущей кромке клинка, стараемся. Если всё правильно сделать, никуда не заезжать и не содрать лишнего, то должно получиться вот такой прекрасный спуск.


Четкая граница спуска несколько далека от совершенства, но начало положено и это главное. Дорога в тысячу миль начинается с первого шага. При желании и аккуратности линию спуска можно вывести практически идеально, но пока такой задачи не стоит, ибо только учимся основным приёмам работы. В будущем, научиться делать идеальную линию для вас не составит труда.
Следует остановиться и немного передохнуть. Весь процесс на снятие этого спуска у меня ушло от силы минут 15-20. Спуск в лёгкую бритву полностью готов. Но всё же, отдых рукам, спине и инструменту следует дать. На менее твердом материале, скажем, всё том же ноже от электрофуганка, спуски сдираются гораздо быстрее.
И тут, как по заказу, в фотоаппарате сели батарейки. За сим, первая часть завершена, дальнейшее мероприятие по изготовлению клинка перенесем с дачи в гараж.
Часть 2. Образцово показательная.
Намечаем вторую фаску на клинке на малом лезвии. Вышеописанный способ работает как на длинных, так и на коротких дистанциях. Сдираем фаску, контролируем правильность исполнения, устраняем недостатки.


Продвигаем вперёд камень, к обуху клинка, начинаем сдирать ненужный металл. Потихоньку, никуда не торопимся, всё делаем плавно и аккуратно.
Поскольку объём снимаемого металла не велик, данная процедура не займёт много времени. Периодически поливаем водой, выводим аккуратную линию спуска, наводим красоту, убираем прижоги. Бояться пережечь быстрорез не следует, ничего не случиться с ним.
К этому времени вы должны понять общие принципы работы обдирочным камнем и уловить взаимодействие абразива с металлом. Что должно получиться видим на фото ниже. Спуски прекрасной формы на одной стороне клинка полностью готовы к последующей окончательной шлифовке, но об этом позже.



Отложим болгарку в сторону и ещё раз внимательно поищем недостатки в проделанной работе. Если найдем, то устраним их. После переворачиваем клинок на другую сторону и надёжно закрепим струбциной. Начинаем снимать спуски ближе к будущей рукояти, аккуратно вышлифовывая начало спусков около пяты клинка. Это тонкая и точная работа, поэтому следует уделить особое внимание качеству и правильной геометрии спусков в этом месте. Ограниченная видимость в этом районе также несколько затрудняет процесс шлифовки. Но для этого есть мелкая хитрость. Если в первой части снятие спусков происходило с ориентацией клинка РК к себе, то в данном случае и только для этой операции надо перевернуть клинок РК от себя и вполне комфортно снять ненужный металл. Этот переворот клинка необходим исключительно для этой процедуры, после следует развернуть клинок спусками к себе.



Сдираем предварительную фаску. Контролируем толщину будущей РК. Эта толщина должна быть где-то 0,3-0,4 мм, так как нужен ещё припуск на последующую шлифовку. Обдираем спуск до необходимой геометрии, постоянно поливая водой. Воду придётся лить несколько чаще, чем на первом спуске, так как металл более тонкий и, следовательно, греется быстрее. Выведя необходимую геометрию поверхности спуска, приступаем к последнему, четвертому спуску. Тут так же не должно возникнуть у вас вопросов, ведь ранее уже проделывали такую работу. Любуемся на готовый к окончательной шлифовке клинок.


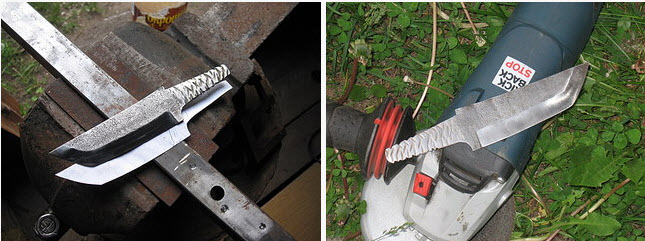
Шлифовка клинка с бритвенными спусками на камне электроточила (или контактном ролике лентошлифовального станка) не является чем-то сложным. Камень попадает в углубление спуска, и катать клинок, по этой направляющей, весьма просто. Если у вас не получается данная процедура, то не огорчайтесь и потренируйтесь на не нужной железяке. Держать клинок следует спусками вверх, чтобы абразив наезжал сверху на клинок. Обухом клинка упираемся в подручник станка и немного покачивая клинком в вертикальной плоскости, от себя, к себе, находим место, при котором, спуск попадает на цилиндрическую поверхность камня. При плоских спусках просто прижимаем клинок к плоскому столу станка и клинок сам находит положение по плоскости.
Или шлифуем другими методами, в ручную наждачной бумагой или камнями, бормашиной с шлифовальным вулканитовым кругом или ещё как, это ваше личное дело и зависит от вашего оснащения. Я это делаю на самодельном лентошлифовальном станке. Тут сильно помогает прямой обух, помните, я в начале писал, что его не надо трогать?? Вот именно за этим это и было сделано. Так же, напомню, что кончик клинка был защищен от лишнего перегрева и завала поверхностей наличием металла за силуэтом клинка.
Окончательно отшлифовав спуски, до нужной шероховатости поверхности, при этом получаем толщину РК от 0,3 мм, до практически сведённой в ноль толщины и возвращаемся к обуху. Вырезаем обух согласно шаблону, который, был бережно сохранён. Шлифуем обух до необходимой шероховатости поверхности, при желании полируем. Если это необходимо, затачиваем клинок.
Всё, клинок готов, можно приступать к производству гарды и рукоятки. Простенький как валенок, но для моих целей сейчас такой и нужен...




Спросите, чем этот способ так хорош, в отличие от снятия спусков на точиле или лентошлифовальном станке? Тем, что эффективнее, контроль снятия материала болгаркой легче осуществляется, видно, где необходимо снять металл и там, где допущены ошибки. И самое главное, изготовить клинок со спусками не занимает много времени и сможет любой.
Выражаю благодарность жене, за участие и помощь при проведении фотосъёмки. Многим фотографиям мы обязаны именно ей. В главных ролях: моя тушка, болгарка BOSCH GWS 15-125 CITH , абразивы, механическое полотно, тиски и струбцины, лентошлифовальный станок.
Материал клинка сталь Р6М5, толщины 2,1 мм, на скочбрайте риску навел, длины вышло клинка 109 мм (сиреч для ретивых, на ХО не тянет ни разу) Больстер-перевязочка нержавейка 12Х18Н10Т, на поксипол приклееная, не оторвать ни за что.
Сувель берёзовая, мраморная, расцветка оригинальная.. тесть подогнал.. лет 15 в сарае лежала... Брусков с сувели нарезал, запасец есть. Всяко в масле купал льняном, под вакуумом.Темнеет дерево под маслом изрядно, но зато становиться полупрозрачным и на янтарь похоже становиться. Через пару тройку недель полимиризуется, ещё лучше станет.

|