Автомобильная сварочная приставка схема. Сварочная приставка предназначена для проведения электросварочных работ за счет энергии, вырабатываемой генератором автомобиля, трактора и т.д. Приставка позволяет:
- производить электросварочные работы при ремонте автомобиля в дорожных условиях.
- производить ремонтные работы сельскохозяйственной техники в полевых условиях.
- производить электросварочные работы при строительстве дома, обустройстве дачи, участка и т.д.
- производить другие виды электросварочных работ в автономном режиме.

I. Технические характеристики.
Напряжение бортсети автомобиля 12 В.
Число оборотов двигателя в режиме сварки 2300-2500 об/мин.
Мощность генератора переменного тока не менее 600 Вт.
Емкость аккумулятора не менее 5 А/ч. Сварочный ток до 60 А.
Диаметр электродов 1,6 — 3,2 мм. Размеры 175х125х70 мм. Масса 2 кг.
II. Порядок изготовления сварочной приставки.
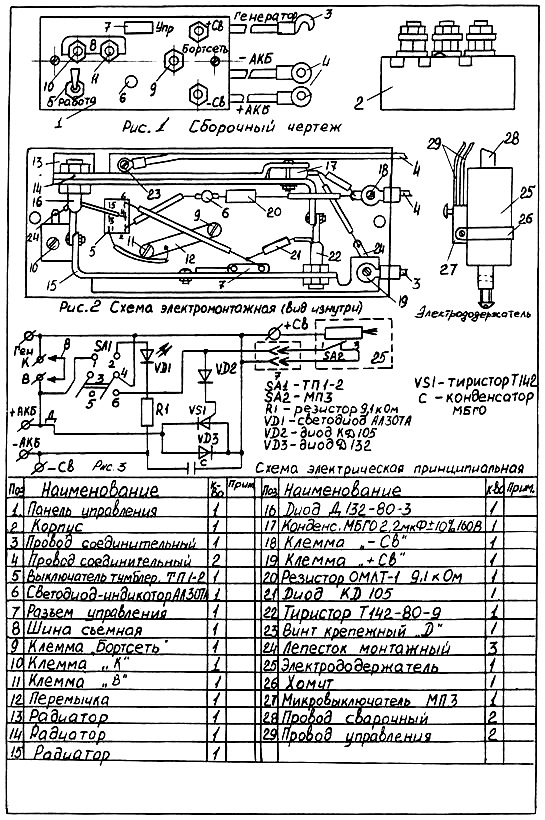
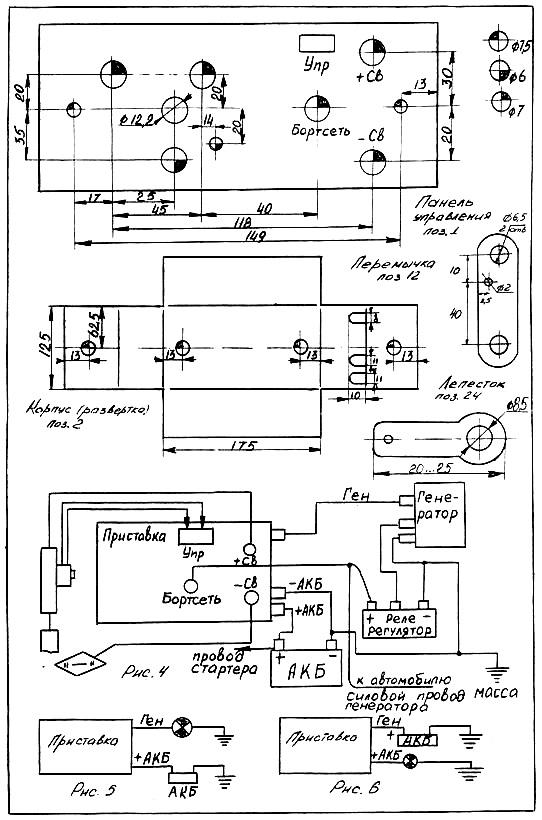
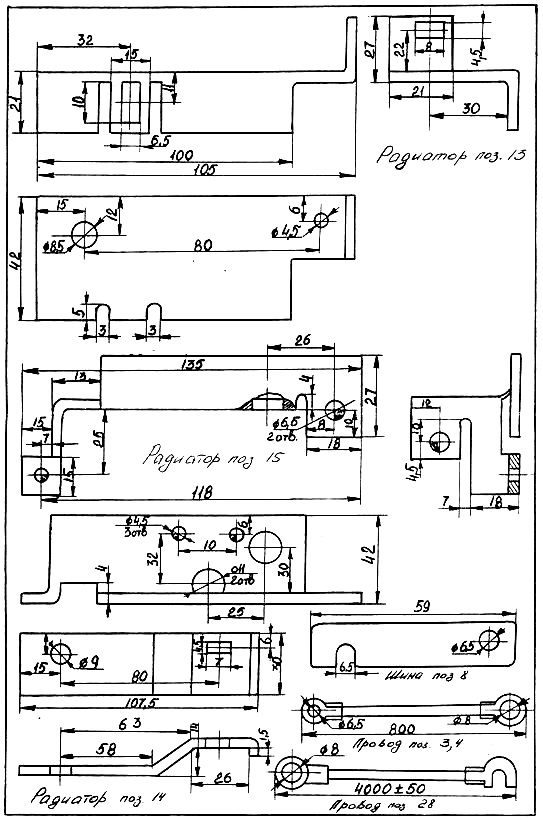
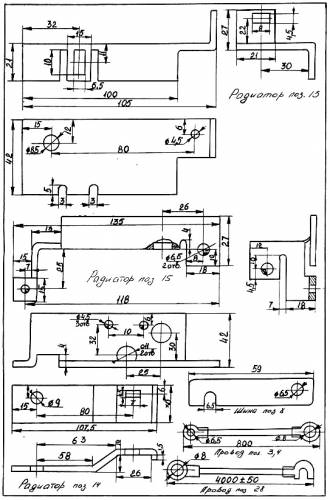
Начать следует с изготовления радиаторов (поз.13, 14, 15). Использовать лист толщиной 2 мм из меди, латуни, алюминия. Затем из листа текстолита (винипласта, гетинакса, оргстекла) толщиной 8-10 мм изготовляется передняя панель приставки (поз.1). Конфигурацию отверстия под провод управления можно изменить в зависимости от имеющегося в вашем распоряжении разъёма (любой: штепсельный, типа ШР, РС и т.д.) После этого приступают к электромонтажу, который производится согласно схем электрической принципиальной (рис. 3) и электромонтажной (рис. 2).
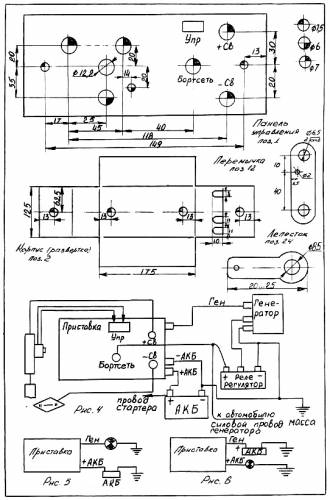
К радиаторам прикрепляют конденсатор (поз.17), диод (поз.16), тиристор (поз.22), устанавливают в панель переключатель (поз.5). В результате у вас должна получиться конструкция из радиаторов и радиоэлементов, скрепленных между собой. Обратите внимание на плотное прилегание к радиаторам полупроводниковых приборов. Затем полученная сборочная единица крепится с обратной стороны панели винтами М8, такой длины, чтобы их выступание над панелью позволило бы навинтить на них шайбу и две гайки (т.е. эти винты одновременно выполняют роль клемм). Таким образом на панели будут установлены клеммы «К» и «+ Сварка». Под радиаторами (шайбы) винтов-клемм «К», «+Св», «-Св» положите луженый контактный лепесток (поз.24) из жести для припаивания проводов. В комплект мощных диодов входят 3 таких лепестка, если у ваших диодов их нет, вырежьте лепестки из консервной банки. После этого устанавливаются винты-клеммы «В». «Бортсеть» и соединяются между собой перемычкой (поз.12) из листовой меди или латуни толщиной 0,8-1 мм, на перемычке залудить участок для пайки провода. В отверстие диаметром 6мм на панели с помощью БФ-2 вклейте светодиод.
Следующий этап: изготовления проводов для подсоединения приставки к генератору и аккумулятору. Выполнены они из изолированного медного провода сечением 6мм квадратных, например БПВЛ 6,0. На концы проводов (поз.3, 4) припаиваются стандартные наконечники, отличие провода генератора от остальных в том, что наконечник с одной стороны разрезной. Затем, с обратной стороны панели провода прикрепляются к клеммам: +АКБ к Д; -АКБ к -Св; Ген к +Св.
После этого все клеммы затягиваются и производится припаивание проводов и оставшихся радиоэлементов согласно (рис. 2, 3); провод — МГШВ-1,0.
Очередной этап: изготовление корпуса (поз.2) Выполнен из любого листового металла толщиной 0,5-1,0 мм. В пазы при сборке укладываются провода, выходящие наружу: +АКБ, -АКБ, Ген. В местах контакта кромок корпуса и проходов провода следует защитить от возможных повреждений изоляционной трубкой, либо обмотать изолентой или нитками.
В последнюю очередь изготавливаются: шина съёмная (поз.8), держатель электродов (поз.25), сварочные провода (поз.28) Провода управления (МГШВ-1,0) подключаются к приставке через разъем любого типа, у которого используется два контакта, один соединить с радиатором (поз.15) другой с контактом (6) тумблера. Держатель электродов изготовлен из медного стержня, с которым соединяется сварочный провод с помощью отрезка медной или латунной трубки. В торце стержня сверлятся два отверстия 0,5 мм, в одном нарезается резьба под винт М6.
Поверх трубки и части стержня надевается отрезок резинового шланга, образуя ручку. На ручке с помощью хомута крепится микровыключатель (поз.27) Провода управления через 20-40 мм по всей длине крепятся изолентой к сварочному проводу.
Затем производится окончательная сборка приставки: панель с деталями помещается внутрь корпуса, касание элементов монтажа корпуса не допускается. Дно корпуса после сборки обклеивается пенорезиной толщиной 5 мм, чтобы приставка при работе не скользила.
После сборки приставка проверяется на работоспособность. Для этого понадобится аккумулятор и лампа на 12 В. Затем подготовить приставку к работе согласно раздела III, соединить провода управления с разъёмом «УПР» подсоединить лампу к проводу «Ген» клеммы +АКБ, контрольная лампа не должна гореть. После отпускания кнопки лампа должна загореться. Если приставка не выдерживает этих проверок, то необходимо проверить правильность электромонтажа; надежность соединений и исправность элементов схемы.
III. Порядок установки на автомобиль. Подготовка к работе.
3.1. Порядок установки приставки на автомобиль перед применением.
Произвести крепление и подключение приставки согласно (рис. 4) Силовой провод бортсети автомобиля отсоединить от генератора и подключить к клемме «Бортсеть» приставки; провод «Ген» подсоединить к силовой клемме генератора. Приставка может стоять в автомобиле постоянно, не оказывая влияние на работу автомобиля.
3.2. Подготовка к работе.
Проверить натяжение ремня генератора; закрепить сварочные провода управления с гнездом «Упр». Освободить съёмную шину между клеммами К и В (повернуть ее по часовой стрелке на 45 градусов, затянуть клеммы) Переключатель режима сварки поставить в положение «Сварка», индикатор должен загореться слабым свечением.
IV. Порядок проведения сварочных работ.
1. К свариваемому изделию подсоединить сварочный провод с зажимом «масса»; вставить в держатель электрод и закрепить его винтом.
2. Запустить двигатель автомобиля, прогреть, установить средние обороты примерно 2500 об/мин
3. Нажать на кнопку микровыключателя (этим включается режим сварки) и, не отпуская кнопки, кратковременно коснуться свариваемой детали, индикатор засветится ярче, что указывает на переход приставки в режим сварки.
4. Произвести сварку, не забывая нажимать кнопку управления.
5. Сварку вести не более 2 минут, после чего сделать перерыв на 8-10 минут.
6. В перерыве между сварочными циклами (если они превышают 15 секунд) отпустить кнопку: генератор переходит в режим подзарядки аккумулятора.
7. После окончания сварочных работ произвести подзарядку аккумулятора генератором, заглушить двигатель, отсоединить сварочные провода от приставки, поставить переключатель рода работ в положение «Работа», шиной вновь соединить клеммы К и В. Если приставка не стоит стационарно на автомобиле, то ее полностью снять с автомобиля.
8. После большого объёма сварочных работ необходимо подзарядить аккумулятор автомобиля с помощью зарядного устройства.
9. Не допускать включения на автомобиле во время сварки других потребителей (фары, радиоприемник и т.д.). Это приводит к снижению мощности дуги и ухудшению качества сварки.
V. Меры безопасности.
При использовании сварочной приставки категорически ЗАПРЕЩАЕТСЯ:
— производить сварку в сырую и дождливую погоду.
— работать в погребах, ямах, полостях где может скопиться газ или пары бензина.
— производить сварку вблизи бензобака и бензиновых магистралей автомобиля.
— оставлять работающий автомобиль с приставкой в режиме сварки без присмотра.
— использовать электроды диаметром более 3,2 мм.
— работать без защитных очков или щита. |