| Меню сайта |
|
 |
| Категории раздела |
|
|
| Поиск |
|
|
|
Основы кузнечного дела основные операции при кузнечных работах
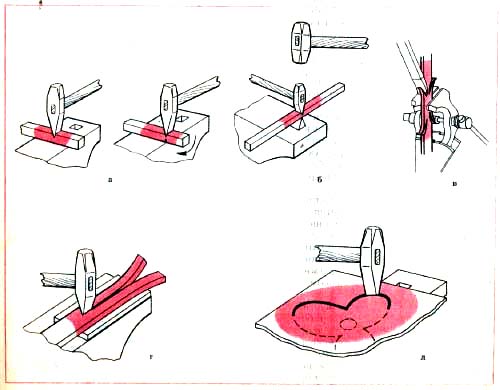
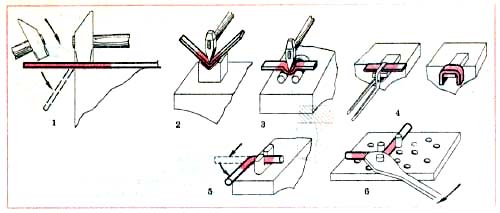
Основы кузнечного дела основные операции при кузнечных работах. Отрубка, разрубка, вырубка и просечка — все эти разделительные операции осуществляются при помощи кузнечного зубила или подсечки и молотка. При тонком и мягком металле операции производят без нагрева заготовки, если же металл твердый или заготовки массивные, их нагревают до ковочной температуры (рис. 1).
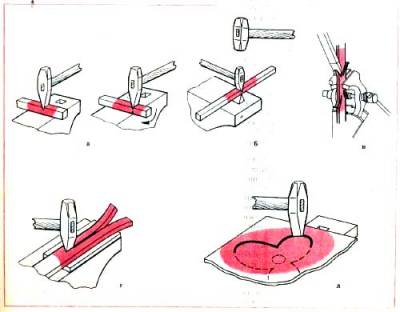
Рис. 1. Разделительные операции: а-отрубка при помощи зубила; б-отрубка при помощи зубила и подсечки; в-разрубка отщепов в тисках; г-продольная разрубка; д-вырубка (просечка)
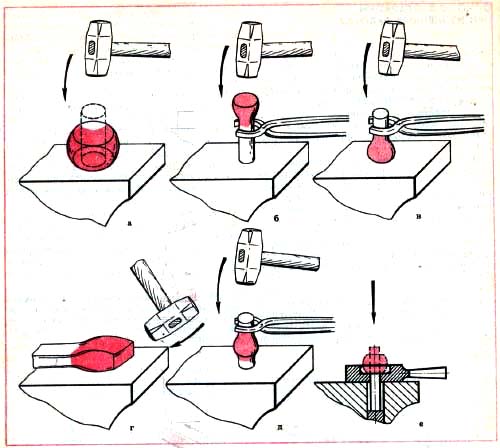
Осадка —увеличение поперечных размеров заготовки в результате уменьшения продольных. Увеличение поперечных размеров заготовки на каком-либо отдельном участке — высадка. Обе операции ведутся молотком или кувалдой (рис. 2).
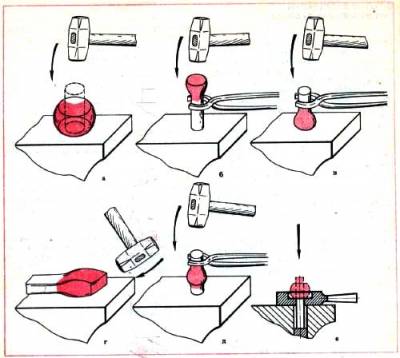
Рис. 2. Осадка и высадка: а-осадка цилиндрической заготовки; б,в-высадка верхней и нижней частей заготовки; г-высадка конца плоской заготовки; д-высадка средней части заготовки; е-высадка головки в гвоздильне
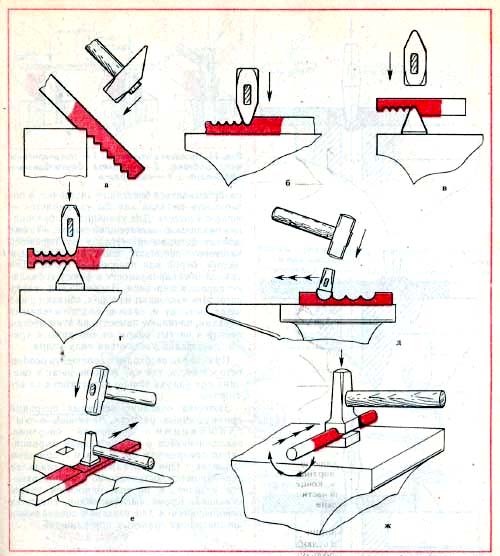
Протяжка —увеличение длины заготовки при уменьшении толщины. Протяжка выполняется молотком, кувалдой или при помощи гладилок, разгонок и обжимок (рис. 3).
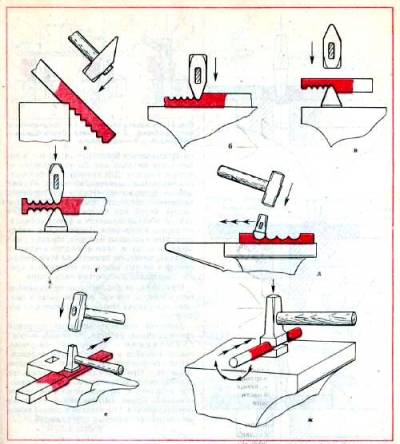
Рис. 3. Протяжка: а-на ребре наковальни; б-при помощи задка кувалды; в-на подбойке; г-на парной подбойке; д-с верхней подбойкой; е-при помощи гладилки; ж-в оправках
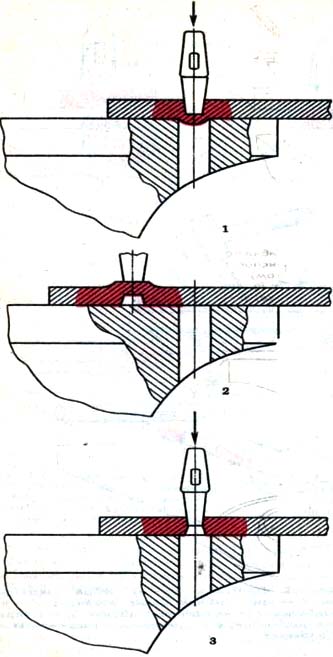
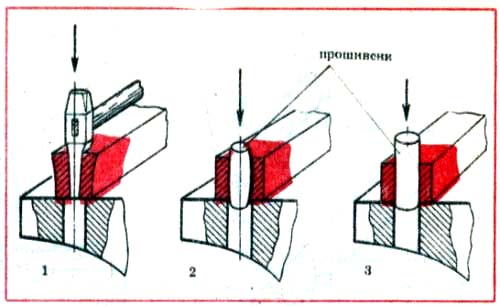
Пробивка и прошивка отверстий — получение в изделиях сквозных отверстий, а также различных углублений и пазов. Прошивка осуществляется специальными прошивнями обычно с двух сторон заготовки на подкладном кольце.
Пробивка отверстий диаметром до 30 мм производится над отверстием в наковальне или в гвоздильне при помощи пробойников (рис. 4, 5).
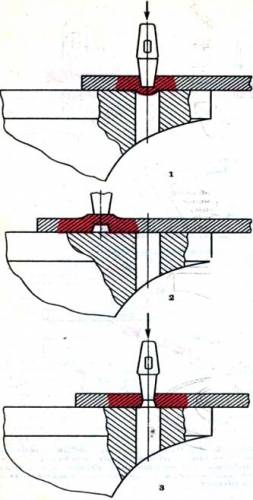
Рис. 4. Пробивка отверстий: 1-предварительная пробивка; 2-переворот заготовки; 3-окончательная пробивка
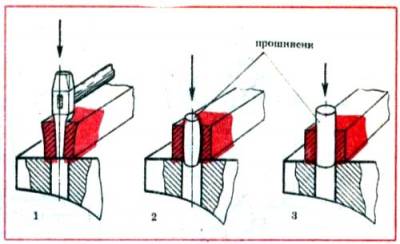
Рис. 24. Прошивка отверстий: 1-предварительная пробивка; 2-прошивка бочкообразным прошивенем; 3-калибровка
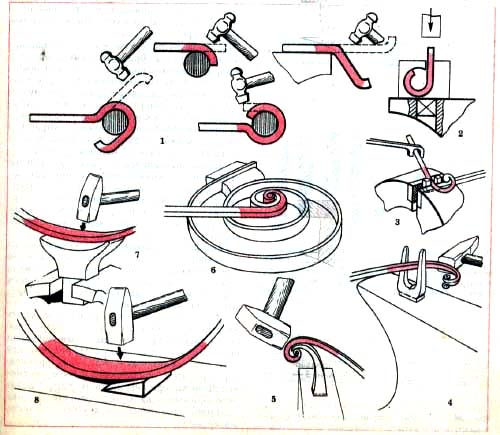
Гибка необходима для придания изогнутой формы всей поковке или отдельным ее частям. При гибке заготовок без нагрева необходимо учитывать, что холодный металл не так пластичен, поэтому при обработке в не нагретом состоянии он укорачивается, пружинит и при больших углах гибки способен растрескиваться. Гибка ведется на наковальне при помощи ручника или кувалды, а также различных приспособлений — вилки, плиты с пазами или отверстиями для штырей, оправок (рис. 6, 7, 8).
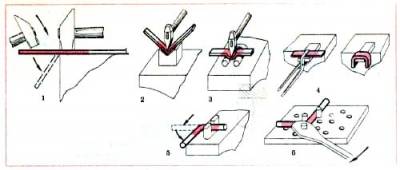
Рис. 6. Гибка под прямым углом на: 1-наковальне; 2-образной оправке; 3-скобе; 4-выступе; 5-вилке; 6-плите со съемными штырями
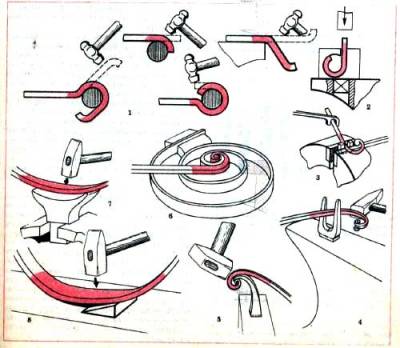
Рис. 7. Гибка по радиусу: 1-на роге наковальни; 2-в приспособлении; 3-в вилке; 4-в вилке (с молотом); 5-на радиусной вставке; 6-на спирали с приподнятой центральной частью; 7-на оправке; 8-на клине
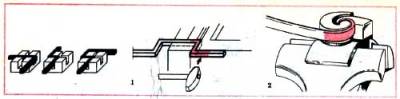
Рис. 8. Гибка на форме: 1-под прямым углом; 2-на оправке
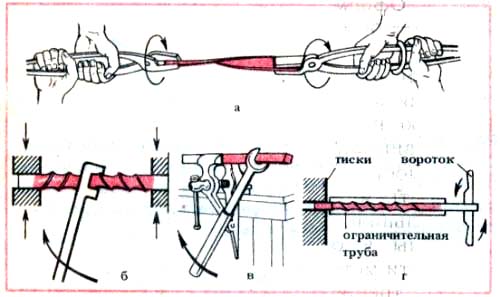
Скручивание — поворот одной части заготовки относительно другой вокруг продольной оси. Такая обработка производится как в холодном, так и в горячем состоянии. При скручивании в холодном состоянии удается получить сравнительно большой шаг закрутки, при скручивании нагретой заготовки шаг можно сделать любым. Для вращения деталей обычно пользуются воротками и клещами (рис. 9).
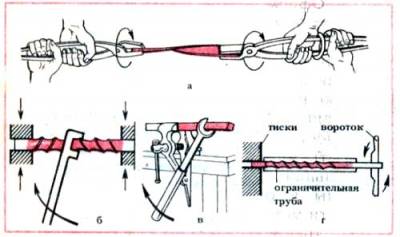
Рис. 9. Скручивание: а-одностороннее клещами; б-двустороннее с сжатыми в тисках концами; в-в тисках; г-с ограничительной трубой
Естественно, при скручивании на большой угол длина заготовки значительно уменьшается, и чтобы выдержать необходимый размер, перед скручиванием на заготовку обычно надевают ограничительную трубу (закрутка осуществляется до тех пор, пока вороток не упрется в трубу).
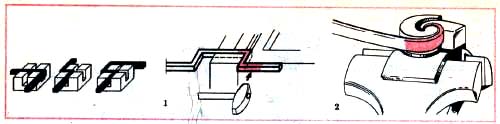
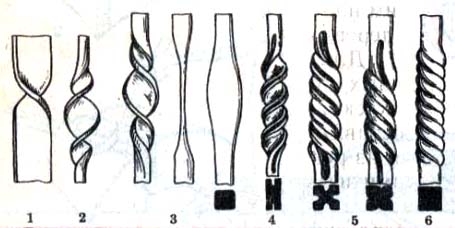
При необходимости закрутить заготовку в горячем состоянии с уменьшающимся шагом металл постепенно охлаждают, например мокрой тряпочкой, по мере его закручивания. К операции скручивания относится и свивание нескольких тонких, сваренных по концам прутков, и закрутка разрубленных вдоль оси заготовок. На рис. 10 приведены типы скруток.
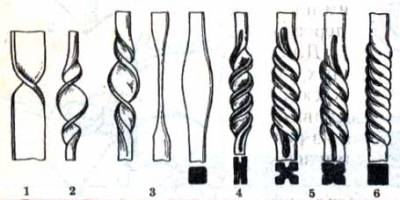
Рис. 10. Типы скруток из: 1-плоской заготовки; 2-раскованной круглой заготовки; 3-раскованной квадратной заготовки; 4-плоской заготовки с "дорожкой"; 5-квадратной заготовки с двумя "дорожками"; 6-квадратной заготовки
Кузнечная сварка — соединение двух или более заготовок, нагретых до сварочной температуры, с помощью ударов. Лучше таким образом свариваются стали, содержащие менее 0,3 % С. При сварке высокоуглеродистых сталей необходимо добавлять к сварочному флюсу опилки малоуглеродистой стали.
Существует несколько способов кузнечной сварки: внахлест, вразруб, встык и врасщеп (рис. 11).
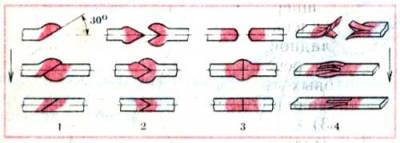
Рис. 11. Способы сварки: 1-внахлест; 2-вразруб; 3-встык; 4-врасщеп
Перед сваркой необходимо подготовить концы заготовок, то есть набрать металл путем высадки. Температура нагрева стальных заготовок примерно 1300—1350° С, этой температуре соответствует цвет белого каления. При таком нагреве с поверхности металла начинают разбрызгиваться блестящие звездочки, а поверхность металла как бы увлажняется — железо «потеет». Для уменьшения образования окалины, препятствующей сварке, а также для предохранения металла от пережога заготовку посыпают флюсом: кварцевым песком, бурой или поваренной солью.
Для улучшения свариваемости к флюсу добавляют порошок марганца. Нагретые под сварку заготовки извлекают из горна, сбивают с них шлак, окалину и, сложив подготовленными местами, начинают наносить по этим местам легкие и частые удары от середины к краям, постепенно увеличивая силу удара.
При сварке необходимо соблюдать особую осторожность, так как горячие шлак и окалина при ударах сильно разлетаются во все стороны.
Закончив описание основных операций при кузнечных работах, упомянем о выглаживании —отделочной операции, заключающейся в окончательном выравнивании поверхности после ковки с помощью гладилок. При выглаживании гладилка перемещается постепенно по всей поверхности изделия, и по ней наносятся удары кувалдой. Кроме выглаживания, гладилки используются и для создания специальных декоративных граненых поверхностей.
|
| Категория: Как сделать клинок ножа | Добавил: Paromon (12.03.2013)
|
| Просмотров: 7415
| Рейтинг: 5.0/1 |
Добавлять комментарии могут только зарегистрированные пользователи. [ Регистрация | Вход ] |
|
|