| Меню сайта |
|
 |
| Категории раздела |
|
|
| Поиск |
|
|
|
Как заточить сверло по металлу
Как заточить сверло по металлу
Как заточить сверло
Как заточить сверло по металлу. Хочу показать виды заточек сверл диаметром до 16мм, которые я использую. Сверла больших диаметров применяю крайне редко, поэтому здесь о них речь не идет. Здесь нет и многих книжных видов, в которых я не нашел пользы на практике.
Сразу покажу эскиз сверла и обозначения его частей, что бы избежать путаницы в дальнейшем.
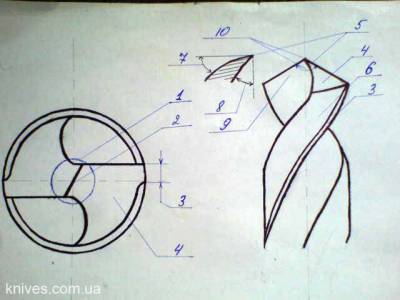
1 – перемычка
2 – поперечная кромка
3 – ленточка
4 – задняя поверхность
5 – режущая кромка
6 – спинка зуба
7 – задний угол
8 – передний угол
9 – передняя поверхность
10 – угол при вершине

Основная заточка происходит по задней поверхности. Сверло подводится к кругу так, чтобы режущая кромка прилегала к кругу и была параллельна ему:

Прижав сверло к кругу, опускаем хвостовик вниз так, чтобы режущая кромка оставалась параллельной кругу:

Получаем простую заточку сверла без дополнительных премудростей:

Правильно сделанная, такая заточка хорошо себя показывает на сверлах диметров до 10мм, но от 10мм начинает работать несколько хуже.

Простую заточку можно улучшить подточкой передней поверхности. Вот так:

Получаем:

Что это дает? Уменьшается передний угол, и соответственно увеличивается угол режущей кромки – повышается стойкость к выкрашиванию, сверло сверлит дольше. При этом еще и уменьшается ширина поперечной кромки. А ведь, как известно, поперечная кромка не режет, просто скоблит металл в центре отверстия. Тут она укорочена (это хорошо видно на втором рисунке), и сверло сверлит легче. Такую подточку я применяю на сверлах диаметром от 2,5мм и выше.
Кстати, маленький угол режущей кромки и большой угол при вершине – две основные причины трех - и пяти – гранности отверстий на входе.

Для сверл, у которых задний угол выбран маленьким можно сделать дополнительную подточку задней поверхности:
При этом сверло меньше трется задней поверхностью в отверстии.

Для сверл маленьких диаметров – до 1,5мм применяется простая заточка с прямолинейной задней поверхностью:

На сверлах большого диаметра, от 10мм и выше, я применяю разделение режущей кромки канавками по задней поверхности:

Канавки прорезаются тонкими отрезными кругами, не симметрично, в шахматном порядке, на обоих режущих кромках.
Сверло сверлит легче за счет снимания более узкой стружки каждой из реж.кромок.

А вот заточка сверл, которые я применяю исключительно для титана:

Производится на круге с закругленной торцевой поверхностью. Принцип заточки такой же, как и при простой заточке (см. выше). На других материалах кроме титана, преимуществ почти не дает и на некоторых работает даже хуже.

Для сверл с напайками я применяю заточку задней поверхности, когда она остается плоская (по типу заточки простых сверл малого диаметра). При этом необходимо подтачивать заднюю поверхность, стачивая само сверло до самой напайки. Вот:
Подточка передней поверхности желательна. А если напайка сточена до тела самого сверла, то просто необходима. Т.к. в этом случае на режущую кромку со стороны передней поверхности выходит мягкий металл, который надо сточить.

Одновременно стараемся подтачивать переднюю поверхность так, чтобы уменьшить толщину перемычки (хотя в сверлах с напайками перемычки как таковой нет, а значит – не перемычки, а центральную часть напайки). Как здесь:

Теперь еще один момент. Я уже говорил, что поперечная кромка не режет, а скоблит металл при сверлении и советовал ее уменьшать подточкой передней поверхности. Но ведь можно избавиться от нее совсем! И сверло будет выглядеть вот так:

Обращаю внимание что прорез идет не перпендикулярно напайке, а под углом противоположным к бывшей поперечной кромке. Вот здесь видно:
Для наглядности все показал на таком большом сверле и сделал такую большую прорезь.
Возникает вопрос: а как же начинать сверлить таким сверлом? Ведь на углубление керна его не поставишь, и сверло будет съезжать? Первый вариант решения таков: сверлить через кондуктор. Который можно сделать из обычного металла, просверлив в нем отверстие такого же диаметра, как и сверло с напайкой. Вариант второй: начать засверливаться сверлом с обычной заточкой, без прореза. А когда углубление будет достаточно большим, что бы не съезжало сверло с прорезом, переходить на него. И третий вариант: сверлильный станок с тисками, в которых заготовка жестко закрепляется.

Делается такой прорез тонким отрезным алмазным кругом.

Или алмазным кругом имеющим вот такой профиль:
|
| Категория: Как сделать клинок ножа | Добавил: Paromon (11.10.2012)
|
| Просмотров: 25672
| Рейтинг: 3.8/15 |
Добавлять комментарии могут только зарегистрированные пользователи. [ Регистрация | Вход ] |
|
|




















