| Меню сайта |
|
 |
| Категории раздела |
|
|
| Поиск |
|
|
|
Спуски на ноже своими руками.
Спуски на ноже своими руками. Как вывести спуски на ноже. Создание клинка из полосы на гриндере. Автор rashchektai. Небольшой туториал по выведению спусков на гриндере, некоторыми особеностями отличающийся от спусков полученных на «наждаке». Не сильно информативен т.к. все мои операторы выведены из строя или слишком малы чтоб снимать осознано. Выкладываю в рамках проекта, но вне конкурса.
Для начала берем полоску металла, в данном случае К110. Размечаем длину клинка и хвостовика, кто то может нарисовать клинок полностью. На металле удобно использовать перманентный маркер для «дисков». На «черном» металле можно использовать мел или мыло. Возможно вырезать его из бумаги и наклеит на металл.

Этап первый выведение формы клинка, т.е получение бланка. В принципе все мероприятия по обработке провожу на весу держа полосу двумя руками. Одной рукой регулируя нажим, другой угол прижатия клинка к абразиву. Плюс гриндера в том что он мало нагревает металл в отличие от наждака. Не которые для выведения формы используют столик, это достаточно удобно плюс массивный металлический столик обеспечивает теплоотведение от заготовки. В итоге получаем бланк.

Не забываем про технику безопасности.

Намечаем границы спусков. Полоска тонкая с центром ошибиться сложно. Но если бы заготовка была 4-5 мм то я намечаю центр заготовки с помощью все того же маркера и штангенциркуля.

Начинаем выведение спусков. Для начала Снимаем фаски оставляя на РК около 0, 5 мм, если заготовка толще то 0,8-1 мм. Взяв достаточно большой угол. Вести заготовку лучше в одном направлении, а не водить «туда-сюда».

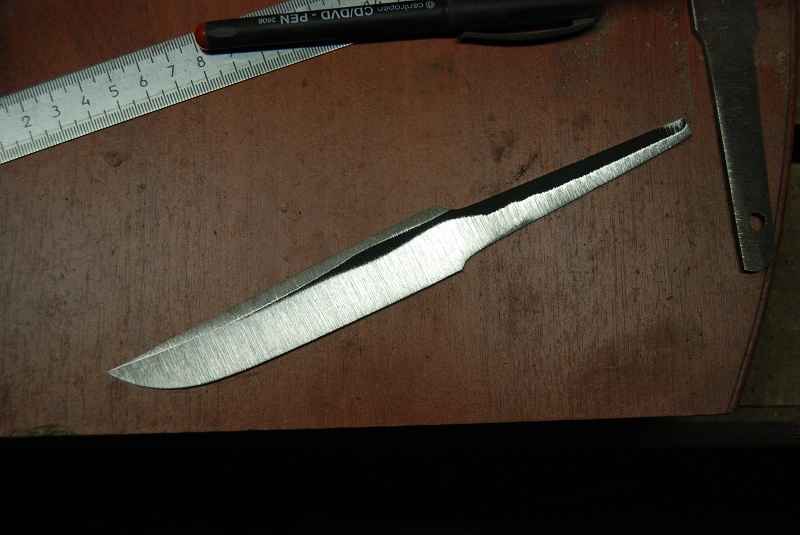
После этого меняем угол на более острый начинаем «поднимать» спуски, до нужного уровня. Что мы видим, линия спусков не ровная, кривые руки? При рассмотрении видим небольшой дефект - «просадка» проката, который выскакивает в виде волны, это хорошо видно при выведении спусков на кованном ноже, следы молота дают неровную линию спусков.


Клинок финского типа, спуски уведем в рукоять. Намечаем плечики и обозначаем их на наждаке.


Экономя ленту формируем хвостовик «болгаркой».

Теперь можно продолжить спуски на хвостовик.

Посмотрел я на клинок – не к чему плодить одинаковые ножики, и изрядно над ним поиздевался. Как грится главное вовремя остановится.
Теперь когда основная работа произведена производим обработку спусков лентами 80 120 150 Тризак А100 65 45 15 А можно произвести данные манипуляции в ручную, но это уже совсем другой туториал. Спасибо за внимание.
Статья взята с первоисточника http://forum.zadi.ru/viewtopic.php?f=20&t=11856
 |
| Категория: Изготовление ножа | Добавил: Paromon (29.01.2014)
|
| Просмотров: 7359
| Рейтинг: 2.5/4 |
Добавлять комментарии могут только зарегистрированные пользователи. [ Регистрация | Вход ] |
|
|