Клинок якутского ножа своими руками. Клинок для ножа своими руками. Ковка клинка своими руками. Клинок якутского ножа. Автор Дмитрий Шевченко. Размышления кузнеца о якутском строе клинка. Эта история началась, на одном кузнечном фестивале. Где я повстречал несколько Якутских кузнецов клиночников. Несколько дней я расспрашивал про все нюансы изготовления, историю, происхождение, разновидности, использование Якутского ножа. Как оказалось, имеется огромное количество форм и размеров, которые меняются в зависимости от назначения, местности проживания и исторических предпочтений данной народности, которых к слову много, территория Якутии очень большая. Я пришел к выводу, что Якутский нож (а соответственно и клинок) - это концепция, которую каждый мастер реализует, как хочет и как может.
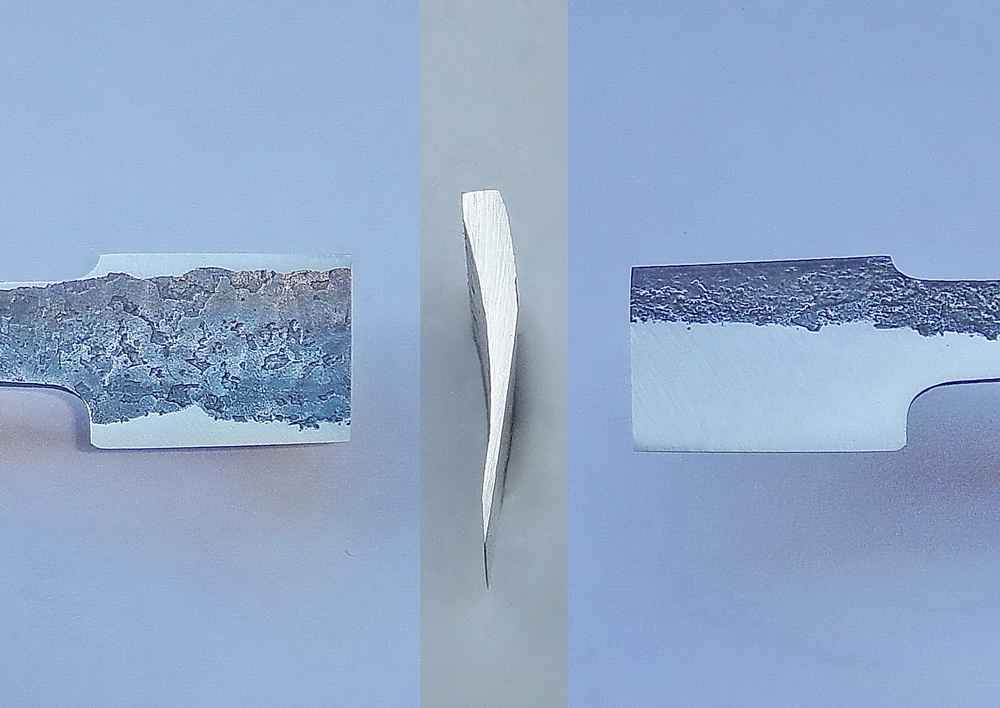
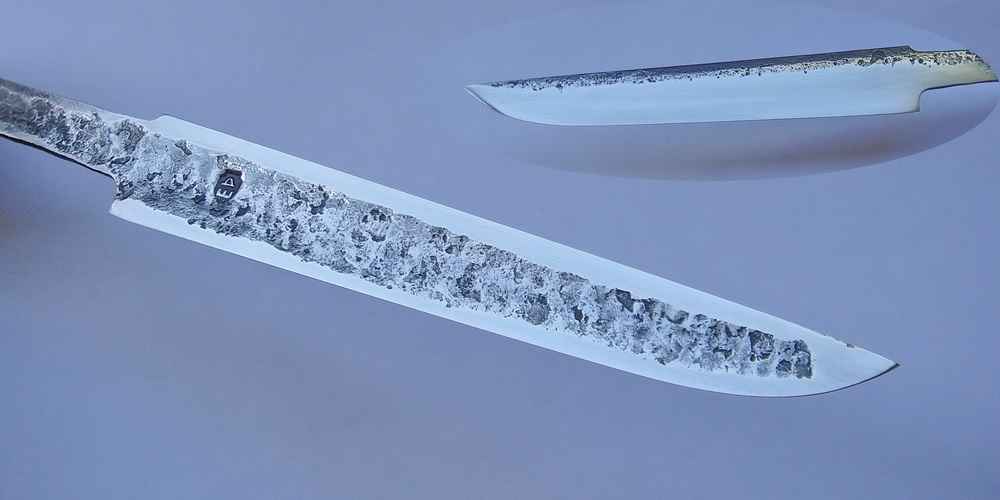
Основными определяющими признаками принадлежности к Якутскому ножу: является дол с одной из сторон клинка, клинок в разрезе фото №1. Дол бывает как с правой, так и с левой стороны, это зависит как от того: правша или левша пользователь, как и от местности происхождения (народности). С противоположной стороны клинка может быть как прямой спуск, так и выпуклая линза, но главное это грань, которая образованна спуском и прямой частью или частью как у ромбовидного клинка, Насколько я понял, это не столь важно, главное, что эта грань нужна для подламывания разрезаемого материала, например строганины (замороженной рыбы, мяса). Дол же в процессе резки особой работы не выполняет, разве, что меньше налипание некоторых продуктов и облегчённое проникновение, опять же в некоторые продукты или материалы, на практике необходимость изготовления не оправданна этими преимуществами. Есть мнение, что дол нужен для экономии материала, так как металл тяжело добывался, и был редок. Но если посмотреть на фотографии №8 и №9, то увидим, что размеры клинка после изготовления дола увеличилось совсем не значительно, значит скорей всего это мнение не верное. Если рассмотреть дол как средство облегчения клинка, это немаловажно при кочевой жизни, нож всегда носился с собой, и лишний вес это актуальный фактор. Но те же фотографии №8 и №9 показывают, что когда клинок приобрёл дол, он почти не увеличил своих размеров, значит и имеет один и тот же вес - поэтому и эта концепция скорей всего не верна. Я попытался сломать такой клинок, и был несколько удивлён. В отличии от клиновидной, самой распространённой древней формы клинка, якутский клинок получил прирост свойств, клинок немного пружинит но в определённый момент как бы останавливается, больше всего похоже на поведение рессоры. Клиновидный клинок в этих же пределах, сначала немного пружинил, а потом гнулся. Учитывая то, что в Якутии половина года стоят большие морозы, то резонно предположить, что металл использовался достаточно мягкий, с небольшой твёрдостью, это связано с тем, что при пониженных температурах, твёрдый металл, получает дополнительную хрупкость, что на практике ведёт к поломке ножа на морозе. Данная же форму клинка, за счёт своей формы сечения - вписанной в треугольник сектор окружности - приобретает дополнительную упругость к боковым нагрузкам на клинок, что компенсирует использование достаточно мягкой стали. Но даже при использовании высокоуглеродистых сталей, данное сечение, предаёт изделию дополнительную прочность при боковых нагрузках.
Нужно отметить, что прогресс затронул и изготовление Якутского ножа. При использовании современного станочного парка, большее количество этапов изготовления делается на механизированном оборудовании, фото №2.
Изучив методы заточки такого клинка. А точить такой клинок нужно со стороны дола, с другой стороны нужно только править. Эта заточка позволяет оптимально использовать геометрию такого сечения клинка. Если бы точили всей плоскостью клинка, то угол заточки был бы 10 градусов, что на малоуглеродистых сталях привело бы к замятию режущей кромки, а на твёрдых сталях к выкрашиванию. Для примера, угол заточки опасных бритв 8-12 градусов. Оптимально для ножа 20-30 градусов, поэтому нужно точить с подводом с одной стороны (со стороны дола) для получения нужного градуса заточки. При увеличении подвода (утолщение клинка при износе возле режущей кромки), что значительно ухудшает эксплуатационные свойства, нужна более сложная заточка, которая выполняется путём стачивания всей плоскости стороны дола об точильный камень. За счёт наличия дола, стачивание происходит быстрее и легче, за счёт уменьшения количества материала, который нужно сточить, что позволяет в короткий срок и с использование подручных средств, вернуть клинку тонкое сведение. На фото №3 видно, что при износе режущей кромки на пять миллиметров, сведение клинка осталось в районе 10 градусов, что говорит о том, что этим клинком будет комфортно резать на всём протяжении эксплуатации ножа.
На основе вышесказанного, можно сделать вывод, что столь необычная геометрия национального Якутского клинка несёт в себе две основные задачи. Упрочнение клинка в условиях продолжительной эксплуатации при пониженных температурах и в удобстве в обслуживании и заточке клинка на всём протяжении срока службы ножа.
Также нужно добавить, что коренные пользователи Якутского ножа, отмечают удобство для использования в некоторых специфических видах эксплуатации, присущих северным народностям. Например, в приготовлении строганины (нарезке замороженной рыбы и мяса тонкими стружками).
Фото 1. Разрез (сечение) Якутского клинка.

Фото 2. Клинок почти полностью выполнен с помощью слесарной обработки.
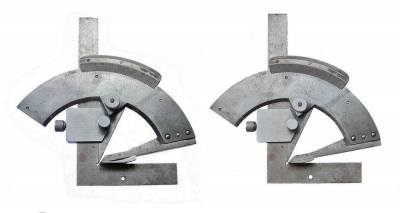
Фото 3. Угол схождения спусков в зависимости от износа клинка, износ режущей кромки пять миллиметров.
Процесс ковки ортодоксального Якутского клинка.

Фото 4. Отковывается заготовка нужного размера.

Фото 5 . Заготовка сужается со стороны острия.

Фото 6. Формируется заготовка хвостовика.

Фото 7. Придаётся серповидная форма, эта операция необходима потому, что при ковке спусков, клинок согнётся в обратную сторону и станет прямым.

Фото 8. Отковываем спуски.

Фото 9. Проковываем дол, окончательно формируем хвостовик, ставим клеймо.


Фото 10,11. Проводим предварительную слесарную обработку спусков, подравниваем форму клинка, после чего проводим термообработку.
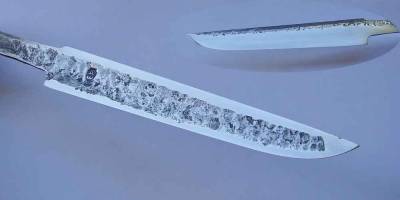
Фото 12. Клинок перед монтажом рукояти.
Фото 13,14,15,16. Готовый Якутский нож. С уважением Дмитрий Шевченко.
Статья взята с первоисточника https://sites.google.com/site/akutskijnoz/


 |