| Меню сайта |
|
 |
| Категории раздела |
|
|
| Поиск |
|
|
|
Как подогнать больстер без зазоров к клинку ножа
Как подогнать больстер без зазоров к клинку ножа. Как сделать больстер для ножа своими руками. Как сделать больстер своими руками. Как сделать больстер в домашних условиях. Очень часто, мне лично и другим мастерам задают вопрос: "как вы подгоняете больстер без зазоров?" Часто ответа на словах мало - вот решил добавить наглядности. Подгонка больстера достаточно сложный и трудоемкий процесс. Способов много и всякие сверлильно-фрезерные станки упрощают жизнь, но далеко не всегда способны удовлетворить потребности ножестроителя.
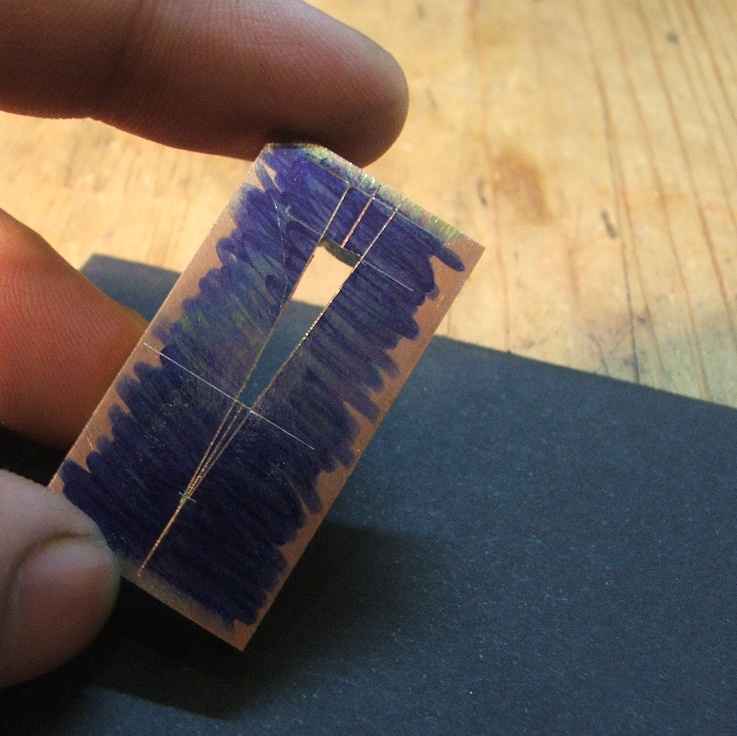
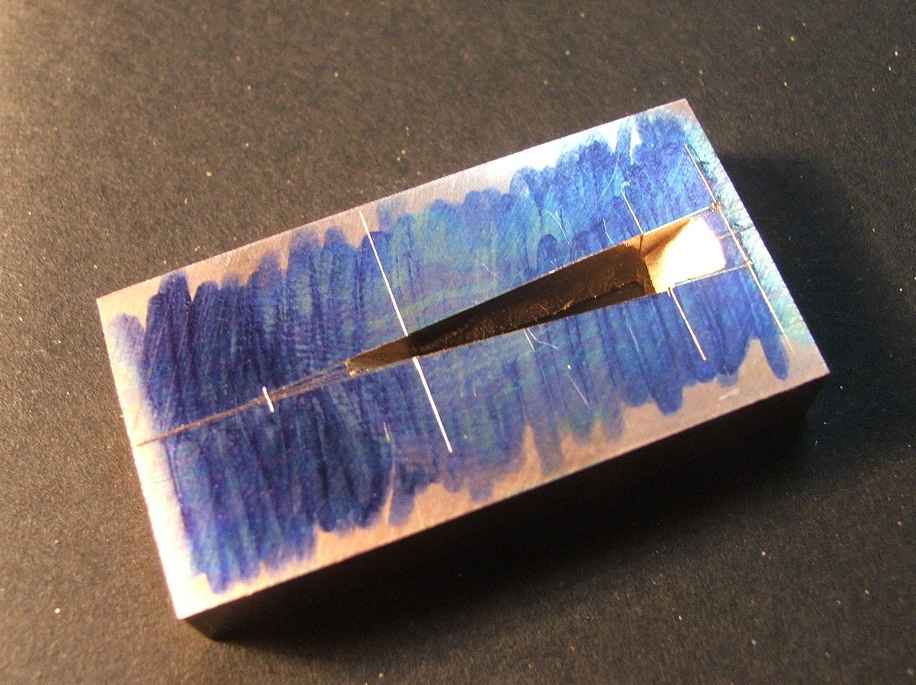
Я сейчас расмотрю, по моему мнению, наиболее простой и универсальный способ. Как говориться - ювелирный лобзик наше все... Пластину под больстер при необходимости грубо выравниваем и размечаем под нужный клин, предворительно закрасив маркером темного цвета. Разметку делаю иглой на лицевой стороне - на темном фоне хорошо видно и сошлифовать не долго. Засверливаемся и выпиливаем с припуском в меньшую сторону. Пилим под углом - получая в поперечнике "трапецию". На фото я пытался показать, что плечики клинка не ровные, с радиусами и т.п.




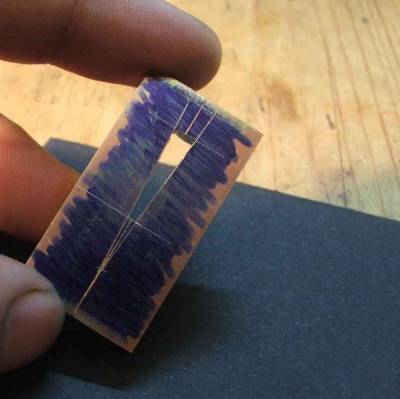
Трапецию делаем для: меньше металла снимать при подгонке, проще сделть больстер перпендикулярным клинку и плюс при сборке в больстер затечет эпоксидка, что загерметизирует хвостовик и предотвратит "гниение" оного под больстером.
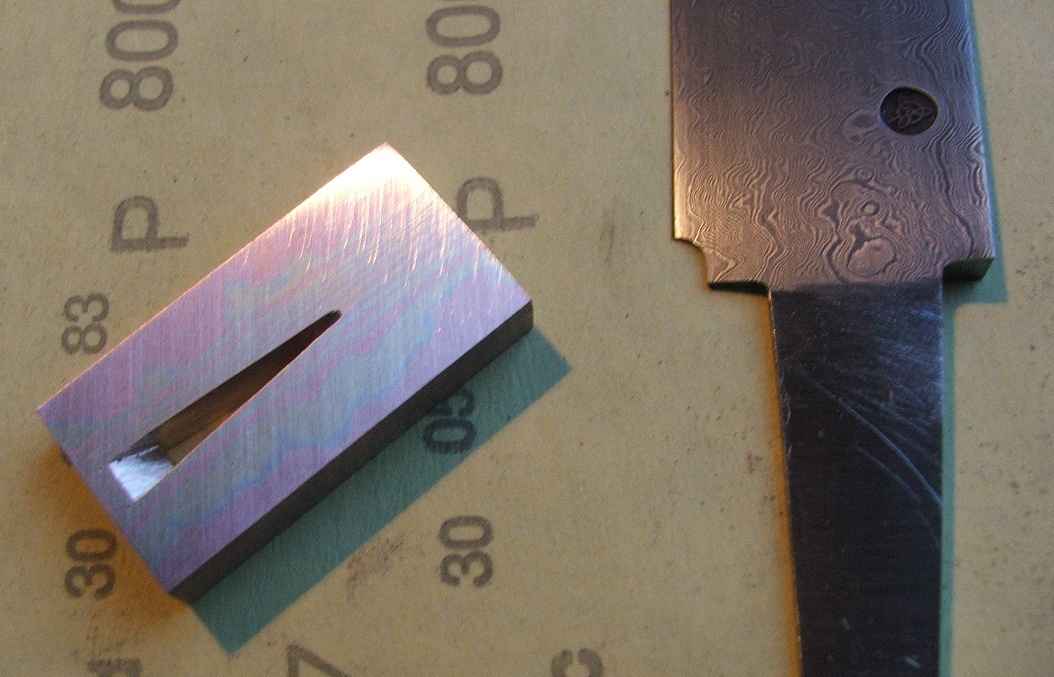
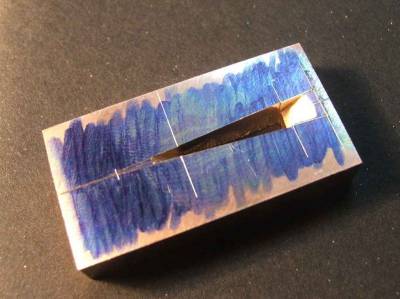
Далее надфилем нжного профиля подгоняем больстер, чтоб он свободно одевался на хвостовик, но не доходил до рикасо около 4-5 мм. Не забываем, чо у нас подготовленный хвостовик клинка, т.е. в данном случае имеет профиль двойного клина. После подгонки надфилем (что при должном навыке выпиливания лобзиком занимает минут 5) опять же лобзиком "подпиливаем" углы посадочного места больстера. Перед запресовкой, алмазным надфилем облагораживаем переход клин-хвост и доробатываем клин - режем дульку.



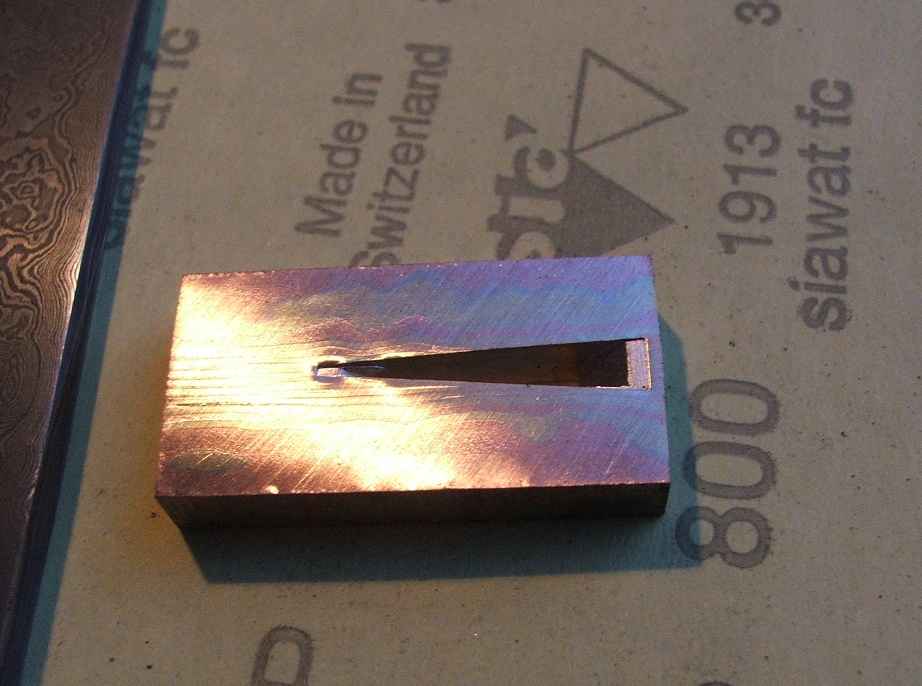
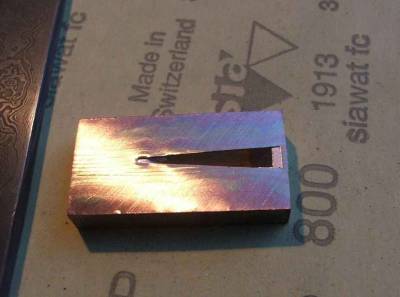
Запресовывание: шлифуем больстер до ~ 500 грит, почти начисто. Для запресовывания нужны: тиски, молоток, две стальные пластины обклеянные толстой кожей(чтоб зажать клинок) стальная пластина с пазом мах близким по профилю с хвостовиком и кусок трубы. Перед зажатием клинка, чтоб его не поцарапать (на коже собираеться пыль) оборачиваем клинок "свежей" бумагой ну и легким ударом молотка запресовывем больстер. На фото видно, что получаеться. Больстер шлифуем на чистовую и наслаждаемся видом больстера подогнаного без зазоров.






Данный способ считаю самым экономичным и по времени и по необходимым инструментам и самым универсальным - можно подгонять под все профиля клинков и прямоугольный и клин и ромб. А так же таким способ проще всего подгонять пазы на радиусных больстерах.
|
| Категория: Изготовление ножа | Добавил: Paromon (17.02.2013)
|
| Просмотров: 7981
| Рейтинг: 3.8/4 |
Добавлять комментарии могут только зарегистрированные пользователи. [ Регистрация | Вход ] |
|
|