Как сделать резцы по дереву своими руками. Резцы по дереву своими руками. Резцы для дерева. Речь пойдет о профессиональном изготовлении высококачественных резцов по дереву.
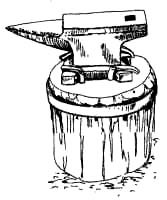
Прежде всего, необходимо организовать рабочее место хотя бы в самом упрощенном варианте. Обязательно наличие наковальни. Желательно, чтобы она была массой примерно 100 кг, ровная, не разбитая и надежно укрепленная на массивной чурке, вкопанной в землю или забетонированной в грунте. Наковальня на столе или стуле, а также случайные "железки", обрезки рельса — все это несерьезно, да и небезопасно.

Понадобится пара кузнечных клещей длиной 0,5 м. Клещи проще всего сделать из стального прутка диаметром 12 мм.
Для изгиба заготовок можно использовать круглогубцы и обыкновенные пассатижи с проточенными полукруглыми канавками в губках.
Горн тоже обязателен. Обычно это стол с очагом, то есть с горновым гнездом для нагрева заготовок. В центре очага устроена фурма, через которую в очаг снизу подается воздух, обеспечивающий интенсивное горение угля.
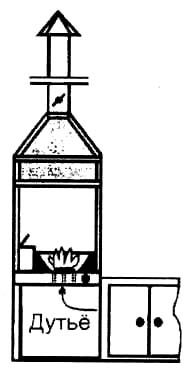
Однако горн можно сделать и попроще. Каркас его сварен из стального уголка с шириной полки 40 мм, а на каркас установлены на заклепках панели из кровельного железа.
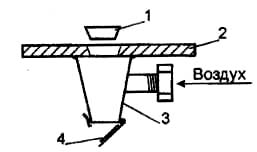
Основа горна — стальная плита 2 толщиной 18 мм. В ней профрезировано прямоугольное отверстие размером 80 х 150 мм для стальной фурмы 1 тоже толщиной 18 мм. Дабы фурма в отверстие не провалилась, стенки 3 отверстия имеют небольшую конусность. Отверстий в фурме диаметром 5 мм нужно сделать как можно больше.
Короб 4 — золонакопитель сварен из 4-миллиметровой стали и приварен к плите под фурмой. На трубе для подачи дутья вместо воздушной заслонки типа шибера можно с успехом использовать дюймовый водопроводный (паровой) кран. Дюймовой трубы для подачи дутья тоже достаточно. Наш горн, закрытый с трех сторон, имеет вытяжную трубу диаметром 250 мм и высотой около 4 м. Заслонки на дымовой трубе зимой на ночь закрываем.
В качестве нагнетателя подойдет пылесос, но лучше установить небольшой центробежный вентилятор. Уголь годится любой (даже древесный), только не очень крупный. Подойдет и "отсев". Желательно, чтобы уголь был немного влажным, так как такой уголь ровнее горит. Предпочтительнее, чтобы емкость с маслом для закалки находилась в самом горне — воздух будет чище, да и в работе удобнее.
Металл для резцов обычно подбирают листовой, причем без раковин. Желательно его предварительно и пошлифовать. Обычную углеродистую сталь для резцов лучше не применять: режущую кромку сформировать трудно, а если заготовка нагреется при заточке, вся работа пойдет насмарку. Неплохие резцы выходят из рамных пил толщиной 2-2,5 мм, можно для небольших резцов раскроить старую ножовку по дереву. И вообще очень важно определиться с каким-то конкретным классом стали, допустим, сделать запас стали 9ХМФ (она недефицитна) и работать только с ней. При этом в процессе работы подобрать для стали необходимые режимы закалки и отпуска (методом "тыка" или по справочнику) и не мучиться в дальнейшем с разными сталями от скальпелей и подшипников. Ведь при работе со сталью одного класса появится уверенность, что сделанное тобою изделие получится качественным.
Металл, из которого выполнены деревообрабатывающие инструменты (циркулярки, рамные пилы, ножи от рейсмусовых станков, ленточные полотна и т.п.) хорошо подходят для наших резцов. Рабочие поверхности их ровные, шлифованные. В конце концов, что предназначено резать дерево, то и должно это делать. И к тому же, как правило, стали, из которых изготовлены эти инструменты, имеют такие же режимы закалки и отпуска.
Для раскроя металла на заготовки понадобятся мощные ножницы. Хорошо, если у кого-то есть доступ к "гильотине". Бензорез-автоген в этом деле плохой помощник — от него при резке летят брызги, у заготовок получаются неровные края, в металле образуются микротрещины. Да и не любит легированная сталь такого обращения — коробится, ломается. В крайнем случае, можно обойтись и дедовским методом. Обыкновенную рамную пилу из стали 9ХМФ, 9ХФ, 9ХС и пр. рубят на наковальне зубилом, сделанным из сверла диаметром 25 мм (угол заточки — 90°). Металл размечают чертилкой и в несколько приемов прорубают лист почти на половину толщины. Далее лист переворачивают и по обратной стороне (следы зубила видны) наносят по этому следу удары острым носком слесарного молотка. В результате металл раскалывается, как стекло, причем получается достаточно ровная линия раскола.
Нужно учитывать, что металл, как и дерево, имеет волокна, вдоль которых и следует рубить. Поперек волокна рубить труднее. Труд каторжный, шумный и опасный, так как куски летят во все стороны. Но резцами той поры люди пользуются по сей день и на немецкий "Золинген" менять не собираются. Не столь красиво выглядят, но напильником не заточишь, словом, не "буржуйские" штучки на полгода интенсивной работы.
Итак, заготовки готовы и теперь можно придавать им нужную форму.
Если требуется сформировать полукруглую стамеску для ручной резьбы, то полоску металла нужной ширины общей длиной 110-150 мм укладывают в горн на разогревшийся уголь и равномерно нагревают всю заготовку примерно до 1150 °С (до соломенно-желтого цвета). Следует заметить, что легированные стали очень не любят крайностей термообработки: недогрев вызывает трещины, перегрев — крупнозернистость. Нагретую заготовку очень быстро переносят на матрицу, укладывают в нужный паз и с помощью пуансона и молотка придают заготовке форму желоба. Теперь она должна сама остыть. Никакой воды и прочего принудительного охлаждения. При формировании хвостовика тот конец заготовки, который вам меньше нравится, опять нагревают в горне до той же температуры (до 1150°С), затем его оконечную часть длиной 30-40 мм уплощают до толщины 6-7 мм. Уплощение осуществляют либо в небольших тисках, либо на наковальне молотком (последний способ не так аккуратен). Далее на наждаке хвостовик затачивают в виде конуса, рабочую часть будущего резца торцуют и затачивают под углом 20°. Впереди закалка, а пока несколько подробнее остановимся на конструкции матриц и пуансонов.
Как известно, матрица является частью штампа, которая имеет углубление, соответствующее по форме (или контуру) детали, которую нужно получить. Другой частью штампа служит пуансон, который давит на заготовку, находящуюся в матрице.
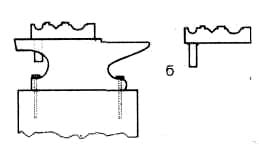
Штамп а — матрица; б — пуансон
Собственно матрица — это стальная толстая плита с несколькими продольными углублениями различного профиля. Выполнить ее может любой фрезеровщик. Снизу к матрице приварен 4-гранный брусок, с помощью которого матрицу укрепляют на наковальне. Для изготовления резцов разного профиля более практично готовить для каждого изделия персональную матрицу.
Что касается пуансонов, то для полукруглых стамесок их делают из круглых металлических стержней, сформировав по всей длине каждого стержня площадку (лыску) для удара молотком. В качестве пуансонов для "штамповки" узких резцов приспосабливают ножеобразные пластины используемого металла. Для формирования резцов-уголков часто применяют большие трехгранные напильники, у которых стачивают насечку. Но при серийном производстве для такого пуансона желательна более "серьезная" сталь, нежели У7.
Все, что связано с закалкой, определяется классом стали. Если вам попалась неизвестная сталь, то надо найти справочник и "плясать" от указанных там режимов термообработки.
Если же вы предпочли "терзать" рамную отечественную пилу или дедовскую ножовку (не очень старую все же, так как раньше их делали из углеродистой стали), то опять, пожалуйста, нагрейте резец до тех же 1150 °С. Только в этот раз грейте не весь резец, а только его рабочую часть длиной 20-30 мм, после чего быстро погружайте ее в масло, интенсивно помешивая.
Вот и вся закалка, если не принимать во внимание почти стеклянную хрупкость вашего шедевра. Так что к работе закаленный резец явно не готов, и ему требуется еще отпуск.
Если ваша "партия" резцов состоит всего из одного экземпляра, отпустить его можно и на свечке. Достаточно зачистить выпуклую сторону резца до металлического блеска и нагреть внутреннюю поверхность рабочей части резца в пламени свечи. Нагрев ведут от периферии рабочей части к режущей кромке до 300 °С, т. е. до появления васильково-синего цвета побежалости. Попробуйте провести подобный отпуск.
Отпуск резца на пламени свечи
Если же партия резцов большая, а термопечи с термометром нет, то можно воспользоваться достаточно большой емкостью, наполнить ее минеральным маслом, загрузить в нее инструмент и нагреть обычным способом до кипения, то есть до 300 °С.
Далее резцы отмывают от масла, очищают от окалины, затачивают, доводят до ума, насаживают ручки. Для них можно использовать древесину маньчжурского ореха. Ручки получаются красивыми, легкими, прочными, а так как древесина хорошо впитывает пот с ладони, резец в руке не скользит.
Восковая мастика подчеркивает красоту текстуры древесины ореха.
Обжимные кольца на ручках можно делать из латуни или ставить железные фабричные.
Готовность резца к работе проверяют довольно простым способом. Если термообработка произведена правильно, то хороший напильник оставляет на внешней (выпуклой) стороне резца едва заметную бороздку. Если нет, значит сталь слишком хрупкая, так что отпуск придется повторить. Если же напильник пошел по резцу, как по маслу, то надо повторить и закалку, и отпуск.
Перед заточкой и доводкой режущей кромки не забудьте на полировальном круге с пастой ГОИ до зеркального блеска обработать внутреннюю поверхность резцов. Это залог того, что процесс всей доводки будет под контролем. Угол заточки лезвия 15-20°.
|

